Automatic feeding assembling and transmitting device for electronic elements
A conveying device and automatic feeding technology, applied in the direction of electrical components, electrical components, etc., can solve problems such as low efficiency, workers are susceptible to corrosion and pollution, and achieve the effect of improving production efficiency, saving manpower and material resources, and realizing automatic operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0032] Preferred embodiments of the present invention are described in detail below.
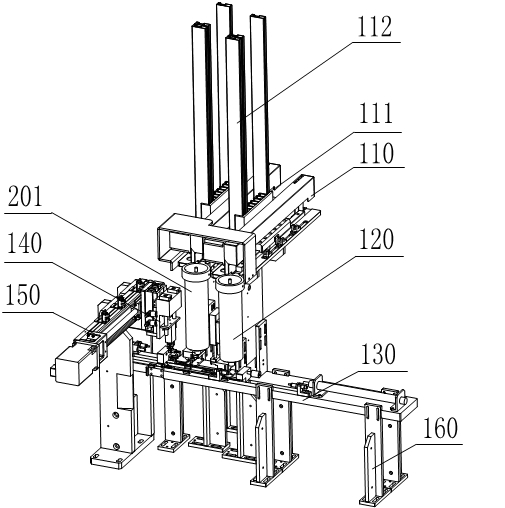
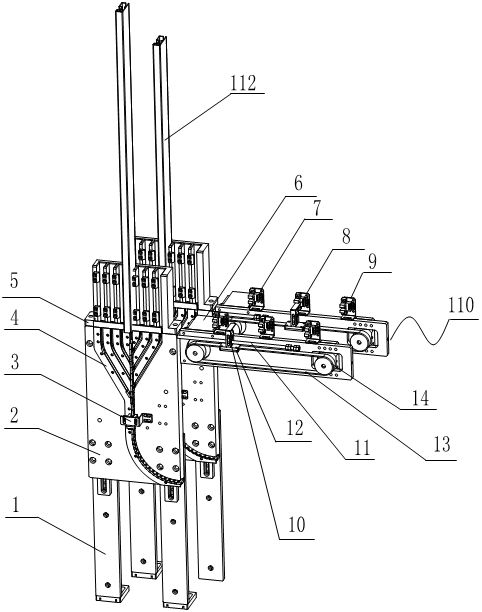
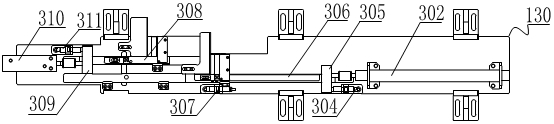
[0033] The electronic component automatic feeding assembly transportation device of the present invention is mainly aimed at the electronic components that need to be installed by dispensing, mainly power components; the installation of dispensing includes installation for dispensing and fixing or heat conduction, and the device of the present invention mainly includes Automatic feeding module 110, automatic gluing module 120, positioning transfer module 130, clamping pick-and-place module 140, and delivery transfer module 150, such as figure 1 shown.
[0034] The above-mentioned modules are fixed on the platform or bracket according to the working cooperation process, figure 1 Shown in the figure only shows the positional relationship, and does not show its platform or support. In actual production, the device of the present invention can be set on various platforms or supports; wherein, t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More