

Ultra-large type evanescent mould precision-casting shell manufacturing tool and shell manufacturing process thereof
A kind of lost foam, super large technology, applied in the field of investment casting, it can solve the problems such as the inability to ensure that the slurry and sand will not fall off, the deformation of the mold shell, and the inability of the casting to be flexibly turned over.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
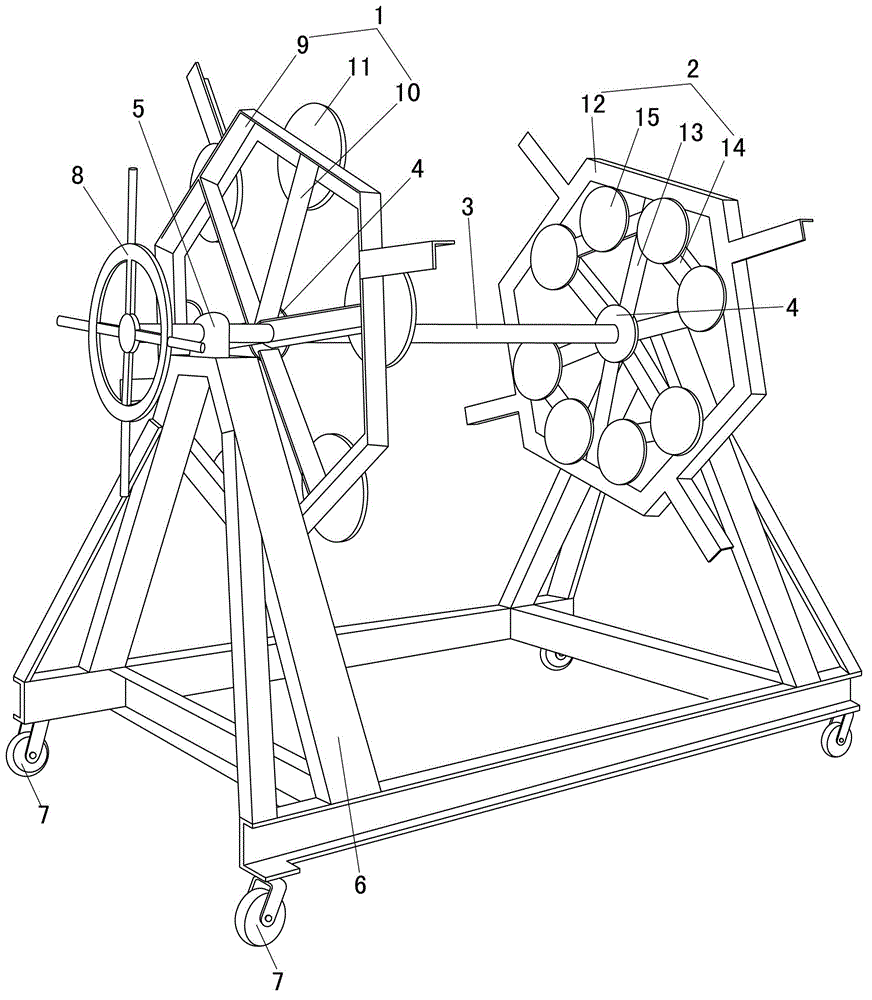
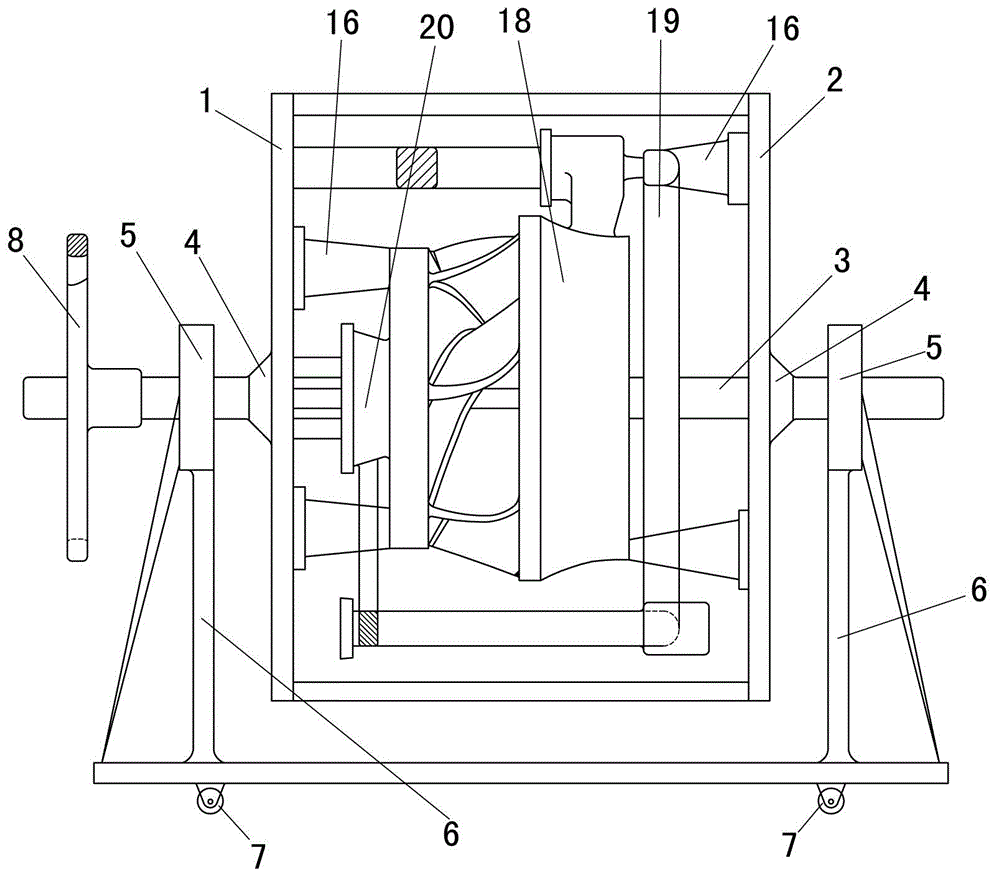
[0022] Such as figure 1 with figure 2 As shown, the ultra-large lost foam investment casting tooling of the present invention includes a first spoke structure 1 and a second spoke structure 2 . The first spoke structure 1 and the second spoke structure 2 are installed on the left and right parts of the main shaft 3 . The first spoke structure 1 comprises a hexagonal first frame 9 . Six first connecting plates 10 are welded in the first frame 9 . One end of each first connecting plate 10 is located at the center of the first frame 9 and welded together. The other end of each first connecting plate 10 is vertically welded to each side plate of the first frame 9 respectively. A first circular plate 11 is connected to the right side of the side plate connecting portion of each first connecting plate 1 and the first frame 9 . The second spoke structure 2 comprises a hexagonal second frame 12 . Six second connecting plates 13 are welded in the second frame 12, and one end of ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More