

Forging method for ellipsoidal head ring forge piece of third generation nuclear power plant steam generator
A steam generator and elliptical head technology, which is applied in the field of manufacturing large forgings for nuclear power equipment, can solve problems such as complex shapes and inability to manufacture forgings, achieve less metal cutting, reduce processing difficulty and production costs, and improve performance stable effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
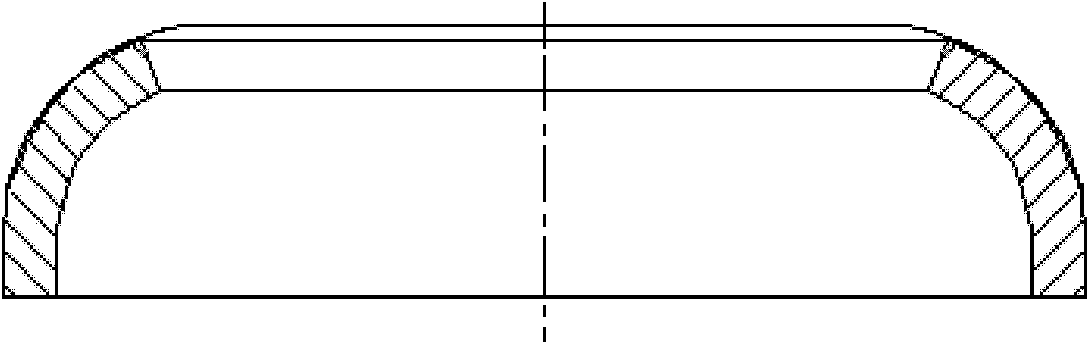
[0027] like Figure 6 As shown, the forging method of the third-generation nuclear power plant steam generator elliptical head ring forging of the present invention, the manufactured forging includes a curved section and a straight section, the outer diameter is 5710 ± 20mm, and the inner diameter is 5140 ± 20mm. The present invention uses ten thousand The ton-level free forging press first forges double vacuum steel ingots into a whole straight section, and then rotates and presses the mold to form a curved section. The specific forging process includes the following steps:
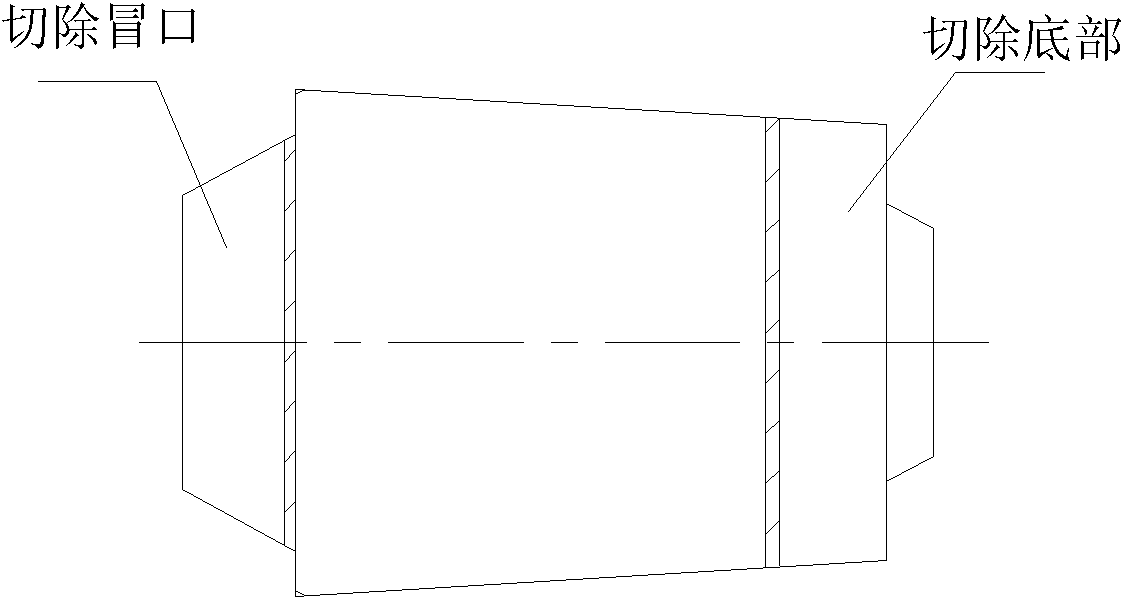
[0028] The first step is to open the billet; figure 2 The shown double vacuum steel ingot removes the riser and the bottom; wherein the riser removal amount is ≥ 18% (weight percentage), and the bottom removal amount is ≥ 7% (weight percentage), so as to ensure that the double vacuum steel ingot has sufficient removal amount;
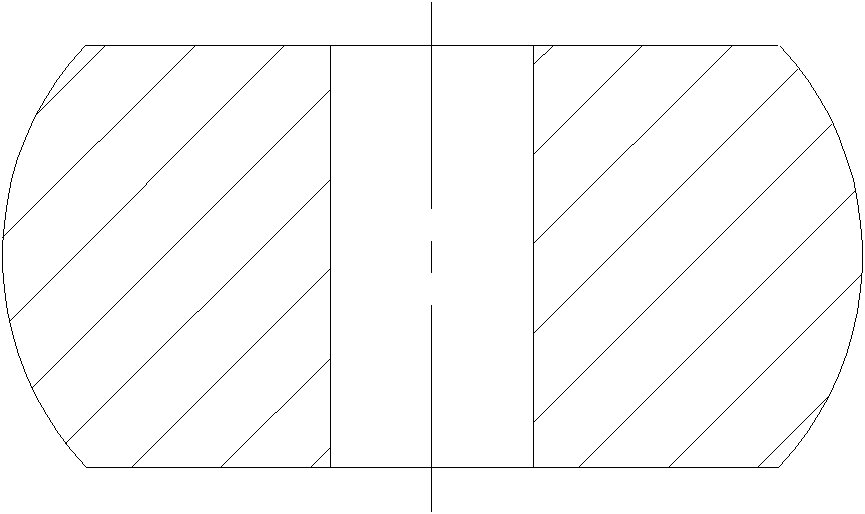
[0029] The second step is upsetting; the temperature of the workpiece is he...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More