

Method and device for welding inside fillet welds of T-shaped joints through infilling-type friction-stir welding
A friction stir welding and filling technology, which is applied in welding equipment, non-electric welding equipment, metal processing equipment, etc., can solve the problems of the failure of the external pad technology, the high cost of the external pad, and the low utilization rate. Increased strength, strong versatility, and increased weld reinforcement
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0014] The present invention will be further described below in conjunction with the accompanying drawings.
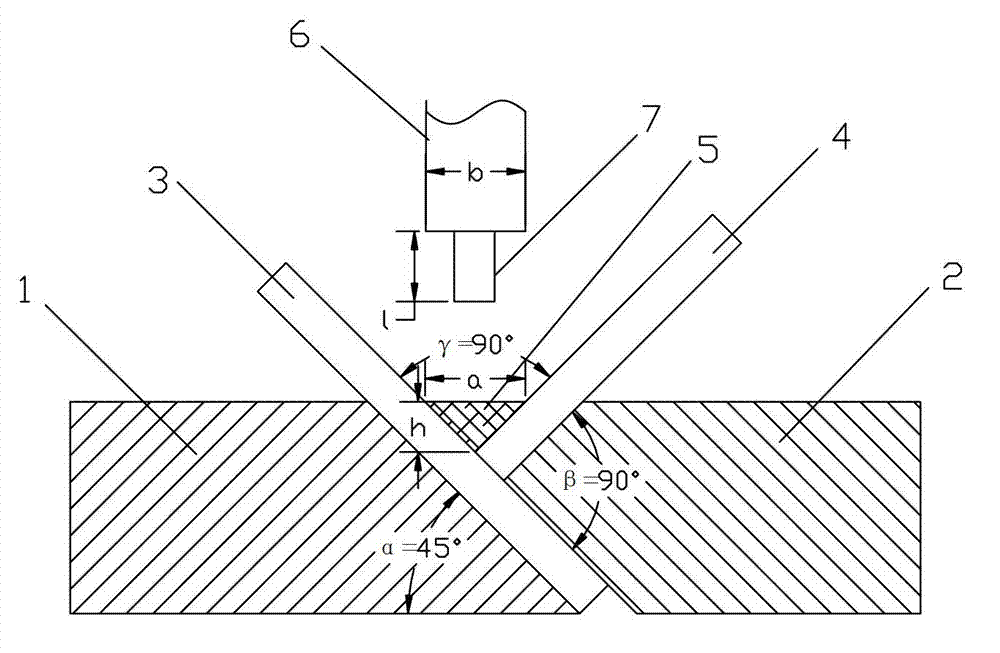
[0015] The present invention provides a friction plane for the shaft shoulder of the stirring head 6 by using specific fixtures and process auxiliary pads 5 to cooperate with the actual weldment, so as to realize the friction stir welding welding of the inner fillet weld of the T-shaped joint.
[0016] Such as figure 1 As shown, the device used to realize the welding method in the present invention includes a fixture, a stirring head 6 with a stirring needle 7, a process auxiliary pad 5 used to fill a T-joint and is homogeneous with the base material, and the fixture includes a corresponding And the first split body 1 and the second split body 2 can slide relative to each other. The side of the first split body 1 contacting the base material is at an angle of α=45° to the horizontal plane, and the angle between the two slopes of the second split body 2 contacting the b...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More