Method for manufacturing preparing multilayer amorphous alloy micro part by vacuum diffusion welding
A vacuum diffusion welding and amorphous alloy technology, which is applied in welding equipment, non-electric welding equipment, manufacturing tools, etc., can solve the problems of difficult forming of multi-layer amorphous alloy tiny parts, and achieve easy promotion and use, precise and reliable connection, and expansion The effect of application range
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
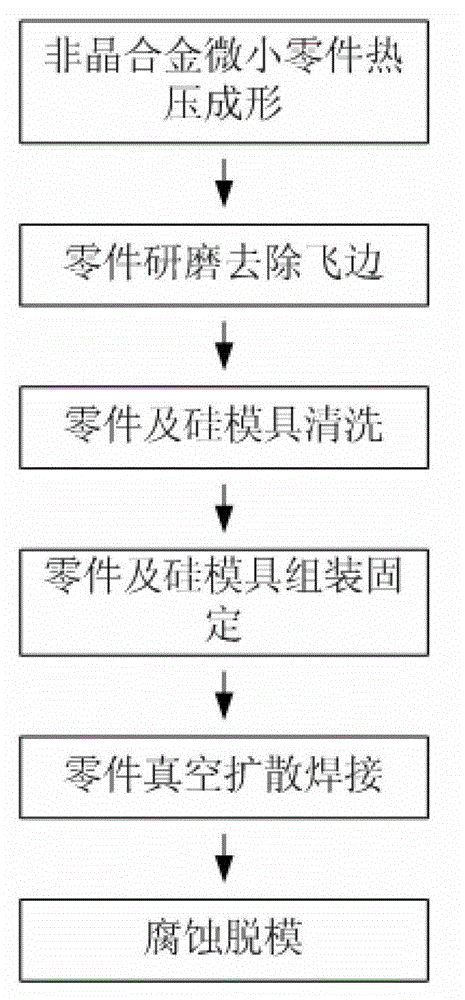
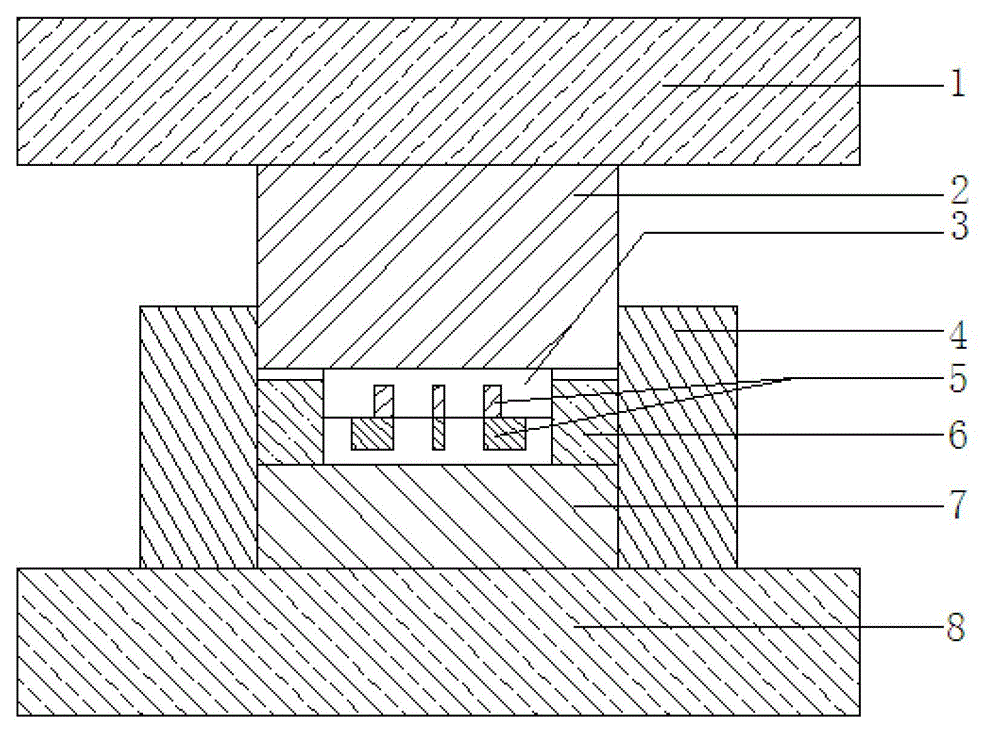
[0061] Will Zr 41 Ti 14 Cu 12.5 Ni 10 be 22.5 The thin plate is cut into a block with a size of 4×4×1mm, the forming parameters of the pressure forming machine are set, the cut plate is placed on the silicon mold, and then the whole is put into the pressure forming machine and hot-pressed into tiny parts of amorphous alloy . Fix the formed amorphous alloy tiny parts and silicon mold as a whole, and use sandpaper and polishing cloth with a particle size of 800#, 1000#, and 1200# on the grinder to grind and polish the flash end face until the flash and surface oxide layer are completely removed , to obtain a welded surface. Then immerse the parts and silicon molds after the flash removal in acetone for 15min to 30min and ultrasonically clean them for 15-30min, take them out and put them in a container filled with absolute ethanol for a second ultrasonic cleaning for 15min, and put the cleaned parts and silicon molds Store in clean absolute ethanol. Use the silicon mold pr...
Embodiment 2
[0063] Will Zr 41 Ti 14 Cu 12.5 Ni 10 be 22.5 The thin plate is cut into blocks with a size of 4×4×1mm, the forming parameters of the pressure forming machine are set, the cut plate is placed on the silicon mold, and then the whole is put into the pressure forming machine to form amorphous alloy tiny parts. Fix the formed part and the silicon mold as a whole, and use sandpaper and polishing cloth with a particle size of 800#, 1000#, and 1200# on the grinder to grind and polish the flash end face until the flash and surface oxide layer are completely removed, and the strip welding is obtained. noodle. Then immerse the parts and silicon molds after the flash removal in acetone for 15min to 30min and ultrasonically clean them for 15-30min, take them out and put them in a container filled with absolute ethanol for a second ultrasonic cleaning for 15min, and put the cleaned parts and silicon molds Store in clean absolute ethanol. Use the silicon mold protective sleeve to fix ...
Embodiment 3
[0065] Will Zr 55 Cu 30 Al 10 Ni 5 The thin plate is cut into blocks with a size of 4×4×1mm, the forming parameters of the pressure forming machine are set, the cut plate is placed on the silicon mold, and then the whole is put into the pressure forming machine to form amorphous alloy tiny parts. Fix the formed part and the silicon mold as a whole, and use sandpaper and polishing cloth with a particle size of 800#, 1000#, and 1200# on the grinder to grind and polish the flash end face until the flash and surface oxide layer are completely removed, and the strip welding is obtained. noodle. Then immerse the parts and silicon molds after the flash removal in acetone for 15min to 30min and ultrasonically clean them for 15-30min, take them out and put them in a container filled with absolute ethanol for a second ultrasonic cleaning for 15min, and put the cleaned parts and silicon molds Store in clean absolute ethanol. Use the silicon mold protective sleeve to fix and protect ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com