

Calibration method for clearance between rolls of hot-rolling vertical rolls
A calibration method and vertical roll technology, applied in metal rolling, metal rolling, metal rolling stands, etc., can solve the problems of strip quality defects without considering verticality, improve equipment management level, and reduce the amount of repairs , The effect of safety equipment management level
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
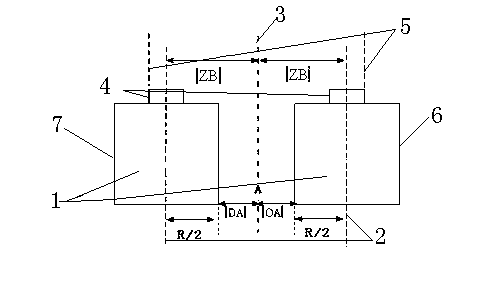
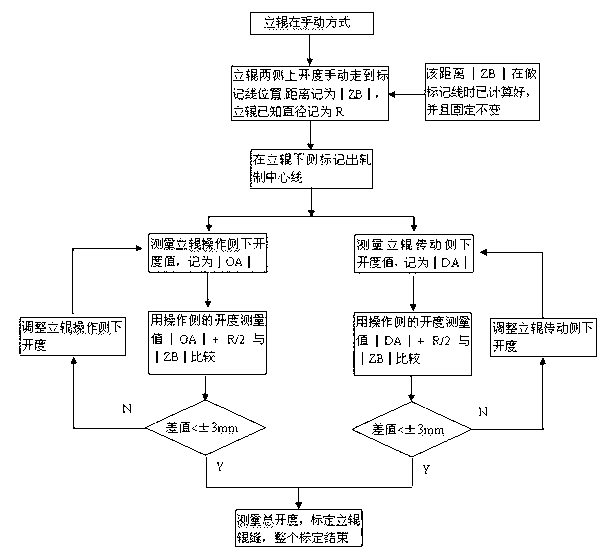
[0020] According to the characteristics and needs of the hot rolling production line, refer to figure 1 , 2 , a method for calibrating the roll gap of hot-rolled vertical rolls, comprising the following steps:
[0021] 1. Firstly, prepare the calibration conditions. Find out the rolling center line 3 at the upper and lower ends of the vertical roll 1 and mark it well. Make two marking lines 5 on both sides of the transmission and operation on the slideway at the upper end of the vertical roll, and the The distance from the marking line 5 to the rolling center line 3 on the vertical roll is equal and known;
[0022] 2. For the calibration of the verticality of the vertical roll 1, align the roll block 4 at the upper end of the vertical roll 1 with the inner side of the marking line 5, so that the opening of the vertical roll can be made as small as possible to facilitate the measurement of the opening of the lower end of the vertical roll. When the two sides of the upper end ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More