

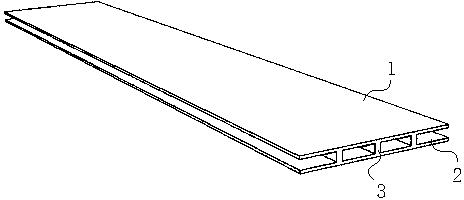
Explosive welding method of arranging multiple reinforcing ribs between large-area double-layer steel plates
A technology of explosive welding and reinforcing ribs, which is applied in welding equipment, non-electric welding equipment, metal processing equipment, etc., can solve problems such as unreported, limited operating space, and complexity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0031] The invention relates to an explosive welding method in which multiple reinforcing ribs are arranged between large-area double-layer steel plates, which is a two-stage explosive welding method. details as follows:
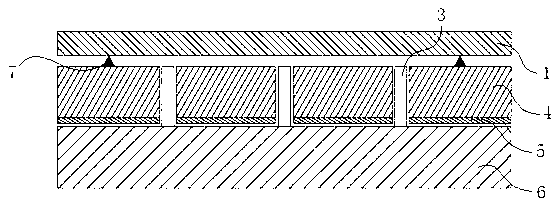
[0032] The first stage of explosive welding: the schematic diagram of the process device is attached figure 2 As shown, formwork 1 4, formwork 2 5 and reinforcing ribs 3 are spot-welded and fixed on the backing plate 6 respectively, and the backing plate 6 is placed on a dense sand pile (hereinafter referred to as the foundation), and a gap is placed on the formwork 1 4 Column 7, place the upper panel 1 on the gap column 7, charge explosive (emulsion explosive) on the upper surface of the upper panel 1, and carry out explosive welding; under the impact force of explosive welding, the upper panel 1 and the reinforcing rib 3 are welded into one The overall weld, the solder joints between the rib 3, template 1 4, template 2 5 and the backing plate 6 are all imp...
Embodiment 2
[0046] The invention relates to an explosive welding method in which multiple reinforcing ribs are arranged between large-area double-layer steel plates, which is a two-stage explosive welding method. details as follows:
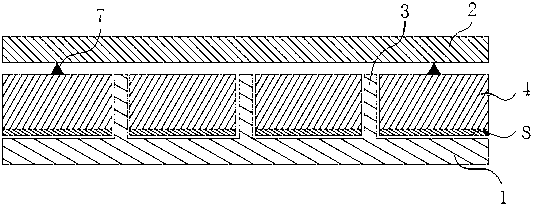
[0047] The first stage of explosive welding: the schematic diagram of the process device is attached figure 2 As shown, formwork 1 4, formwork 2 5 and reinforcing ribs 3 are spot-welded and fixed on the backing plate 6 respectively, and the backing plate 6 is placed on a dense sand pile (hereinafter referred to as the foundation), and a gap is placed on the formwork 1 4 Column 7, place the upper panel 1 on the gap column 7, charge the upper surface of the upper panel 1 with explosive (emulsion explosive), and carry out explosive welding. The overall warpage of the welded material obtained in the first stage is controlled to not exceed 5%, so that the welded material can be explosively welded to the lower panel 2 in the second stage without correction.
[...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More