Manufacturing method of separation block with high-precision diameter for separating conductor
A technology for dividing conductors and manufacturing methods, which is used in cable/conductor manufacturing, electrical components, circuits, etc., can solve problems such as reaction force changes, small changes in pressure roller gaps, and conductor outer diameter fluctuations, and achieves low cost and simple operation. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0015] Further illustrate the present invention below in conjunction with accompanying drawing:
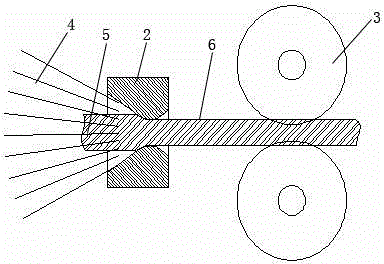
[0016] see figure 2 , The production method of the split conductor includes two steps before and after pressing and pre-twisting:
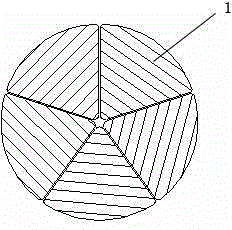
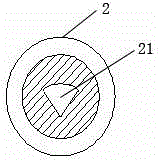
[0017] (1) Pressing process: using a compacting mold 1, the shape and size of the hole pattern 21 of the compacting mold are consistent with the shape and size of the partition block 1 for dividing the conductor (see image 3 ), first pass the copper single wire 4 and the inner layer conductor 5 through the compression mold 1, and the outer layer conductor of the split block is compressed and formed by the compression mold.
[0018] (2) Pre-twisting process: the conductor 6 passed through the pressing roller 3 after pressing the mold, and the hole pattern 31 after the pressing roller is completely consistent with the hole pattern 21 of the pressing mold (see Figure 4 ), the axial torque is provided by the pressure wheel when the pressure wheel...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More