

Method for manufacturing fine-grain 35CrNi3MoV steel large forging stock
A fine-grain and forging billet technology, which is applied in the field of manufacturing fine-grain 35CrNi3MoV steel large-scale forging billets, can solve the problems of obvious tissue inheritance, long production cycle, and complicated manufacturing process, and achieve the elimination of tissue inheritance, remarkable effect, and improvement reliability effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
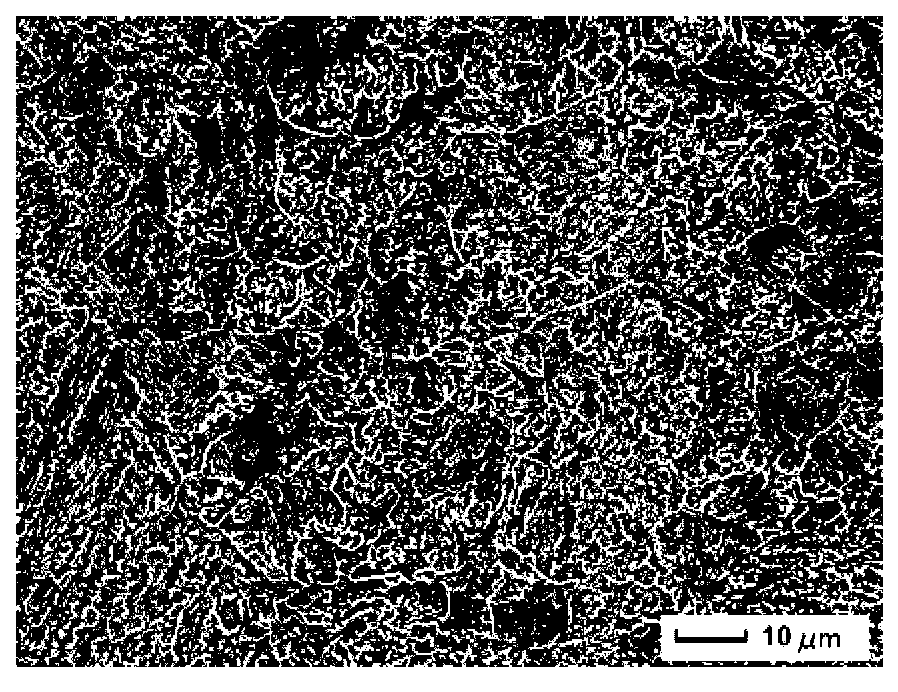
[0023] 15 tons of 35CrNi3MoV steel large forging blanks are used for forging. Since the weight of the forging billet exceeds 10 tons, the forging billet should be forged at least 4 times first, the forging ratio of a single forging (1 pier and 1 pullout) is about 3, and the total forging ratio is about 10; then, with 100± Heat the sample from room temperature to 650±10°C at a rate of 10°C / h for about 9 hours, then heat at a rate of 25±5°C / h from 650±10°C to 850±10°C for about 12 hours to ensure that the sample Tensitization is uniform, then cooled at a rate of 30±5°C / h to 640°C±10°C and kept for about 60 hours to form a pearlite-based structure, thereby eliminating tissue inheritance, and then cooled to room temperature; then cooled to room temperature at 100±10 Heat the sample to 650±10℃ and keep it for about 4h at the rate of ℃ / h, then heat it to 860±10℃ at the rate of 25±5℃ / h and keep it for about 15h, and finally take it out and cool it in air to obtain the average grain s...
Embodiment 2
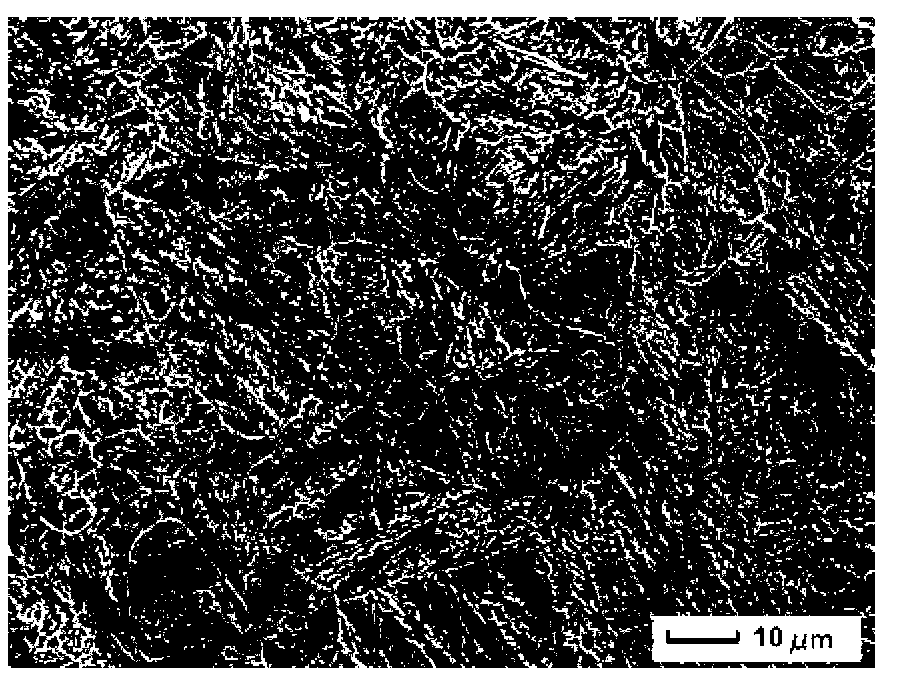
[0027] 7 tons of 35CrNi3MoV steel large forging billet is used for forging. Since the weight of the forging is less than 10 tons, the forging billet can be forged twice at first, the forging ratio of a single forging (1 pier and 1 pull) is about 3, and the total forging ratio is about 5; then, at 100±10°C / Heat the sample from room temperature to 650±10°C for about 9 hours at a rate of h, and then heat it from 650±10°C to 850±10°C for about 12 hours at a rate of 25±5°C / h to ensure that the sample is austenitized Uniform, then cooled to 640°C±10°C at a rate of 30±5°C / h and kept for about 60h to form a pearlite-based tissue, thereby eliminating tissue inheritance, and then cooled to room temperature; followed by 100±10°C / h Heat the sample at a rate of 650±10°C for about 4 hours, then heat it at a rate of 25±5°C / h to 860±10°C for about 15 hours, and finally take it out and cool it in air. The average grain size of prior austenite obtained is 20 ~30mm (such as figure 2 Shown), ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Average grain size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More