

Method for controlling ac pulse electric arc welding
A technology of arc welding and control method, which is applied in the direction of arc welding equipment, welding equipment, manufacturing tools, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0028] Hereinafter, embodiments of the present invention will be described with reference to the drawings.
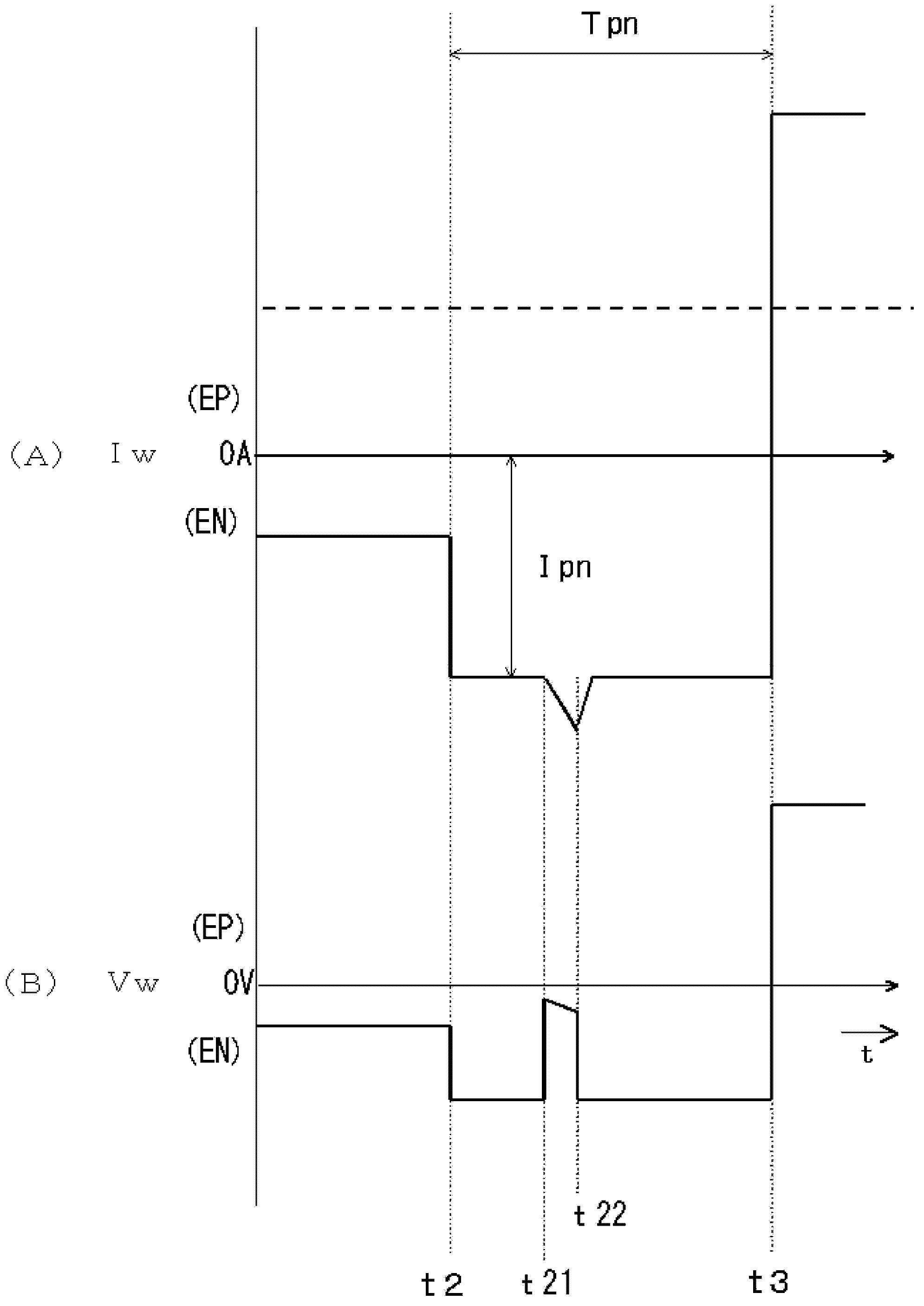
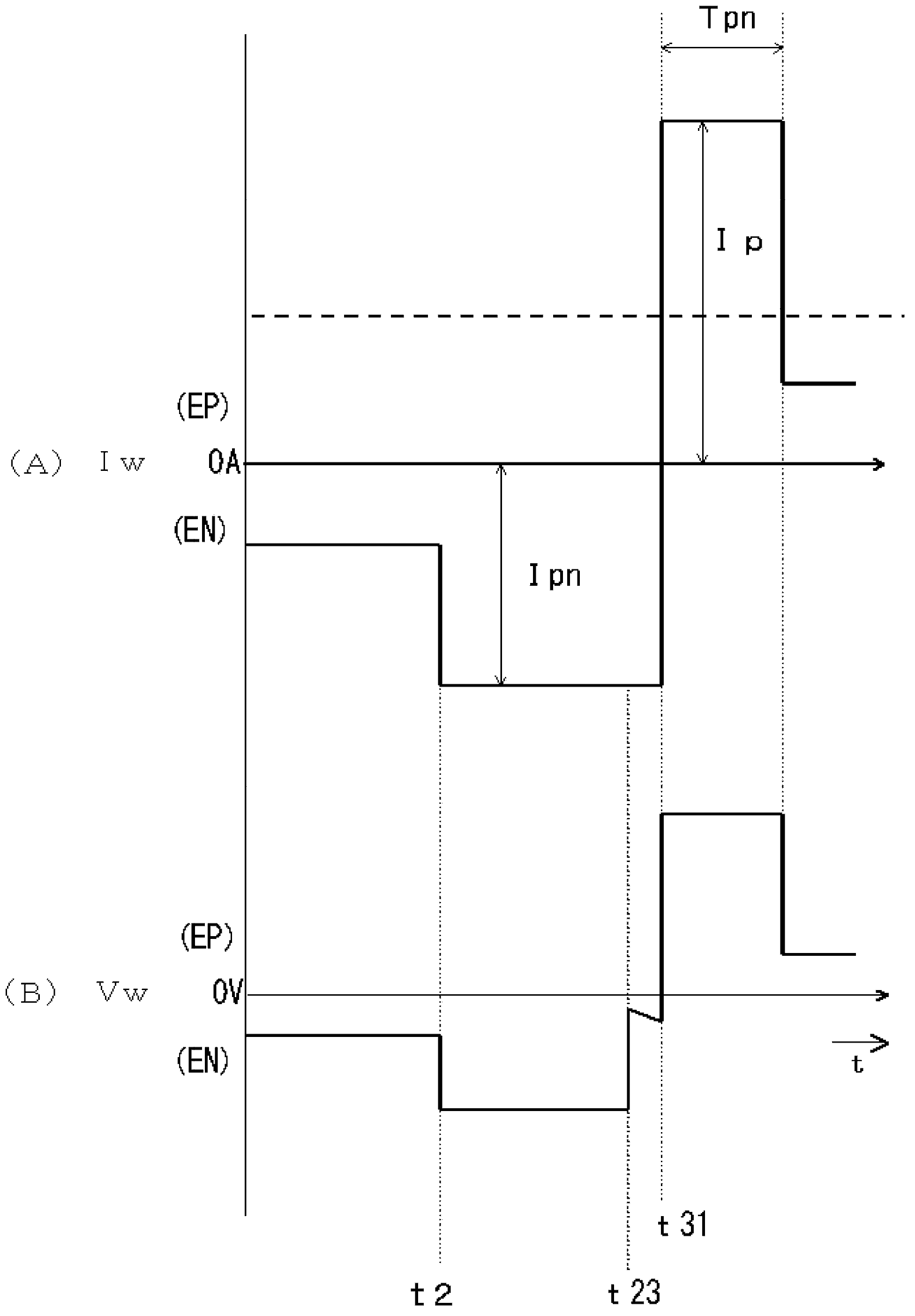
[0029] The welding current waveform of the AC pulse arc welding control method according to the embodiment of the present invention is different from the above-mentioned Figure 4 same. That is, there are cases where the electrode negative polarity base period Tbn → the electrode negative polarity peak period Tpn → the electrode positive polarity peak period Tp → the electrode positive polarity base period Tb is one pulse period Tf, and the electrode negative polarity base period The case where Tbn→electrode negative polarity peak period Tpn→electrode positive polarity peak period Tp is taken as one pulse period Tf. However, in the present embodiment, the welding current waveform when a short circuit occurs during the electrode negative polarity peak period Tpn is different from the conventional art, and will be described below.
[0030] figure 1 is in the above Fig...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More