

Method for machining extra large circular arc plates
A processing method and arc plate technology, applied in the field of plate processing, can solve problems such as difficulty in grasping dimensional accuracy, and achieve the effects of saving processing time, reducing processing difficulty, and saving processing costs.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0029] The present invention is described in detail below with reference to accompanying drawing and embodiment:
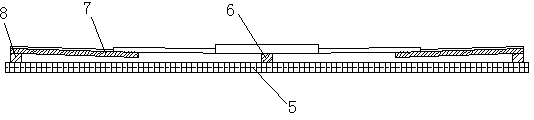
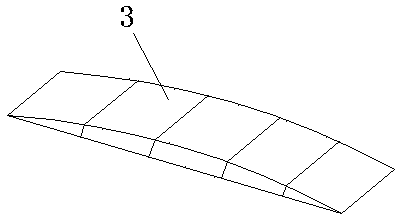
[0030] attached Figures 1 to 6 It can be seen that a method for processing an extra-large arc plate comprises the following steps:
[0031] A, making tire board;
[0032] B. Process the bottom surface of the sheet to be processed into a plane;
[0033] C. Weld the tire plate and the bottom surface of the sheet;
[0034] D. Fit the tire plate to the surface of the machine table;
[0035] E. Detect the radian of the upper arc surface formed by the bottom surface of the sheet; the upper arc surface and the arc surface of the finished arc plate form a conjugate surface;
[0036] F. Carry out milling processing on the upper plane of the sheet metal; ensure that the height difference of the arc plate meets the requirements of the processing drawings;
[0037] G. Remove the tire board; separate the tire board from the machine table and then separate the tire board ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More