

Micro-tension control system and method
A technology of micro-tension control and tension, applied in tension/pressure control, roll speed control, metal rolling, etc., can solve problems such as instability of micro-tension control, frame oscillation, and large fluctuations in tension at the head and tail of the rail
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
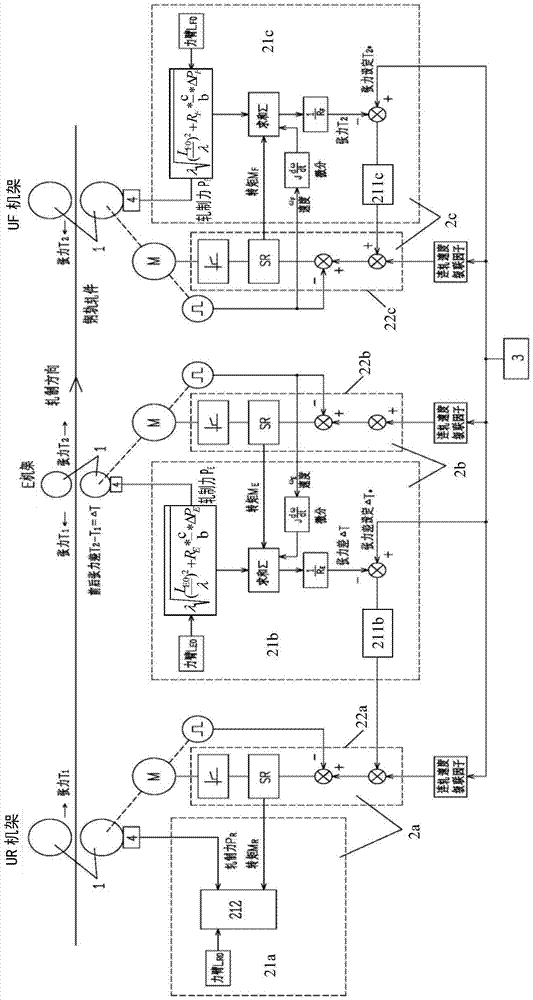
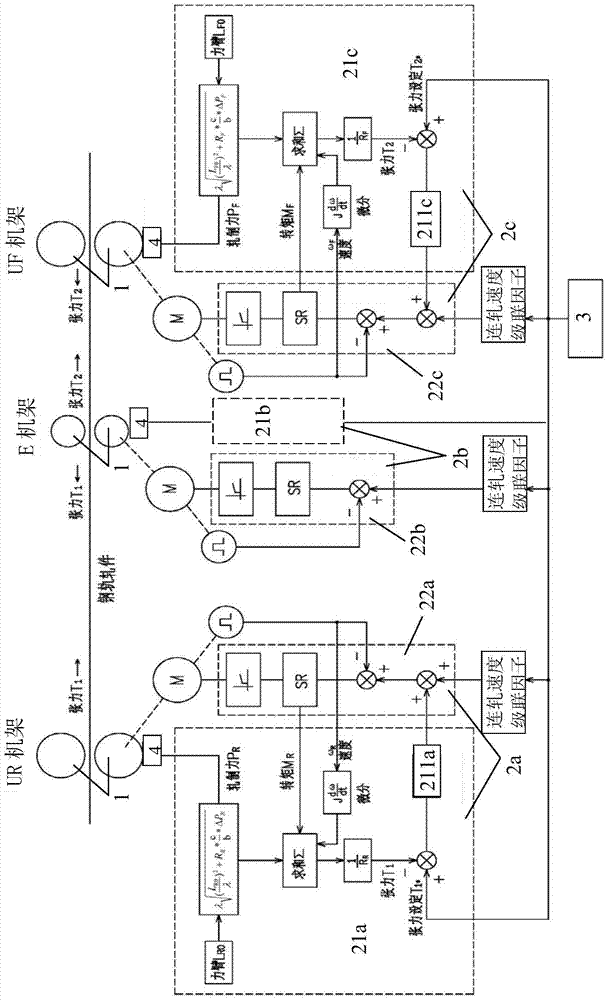
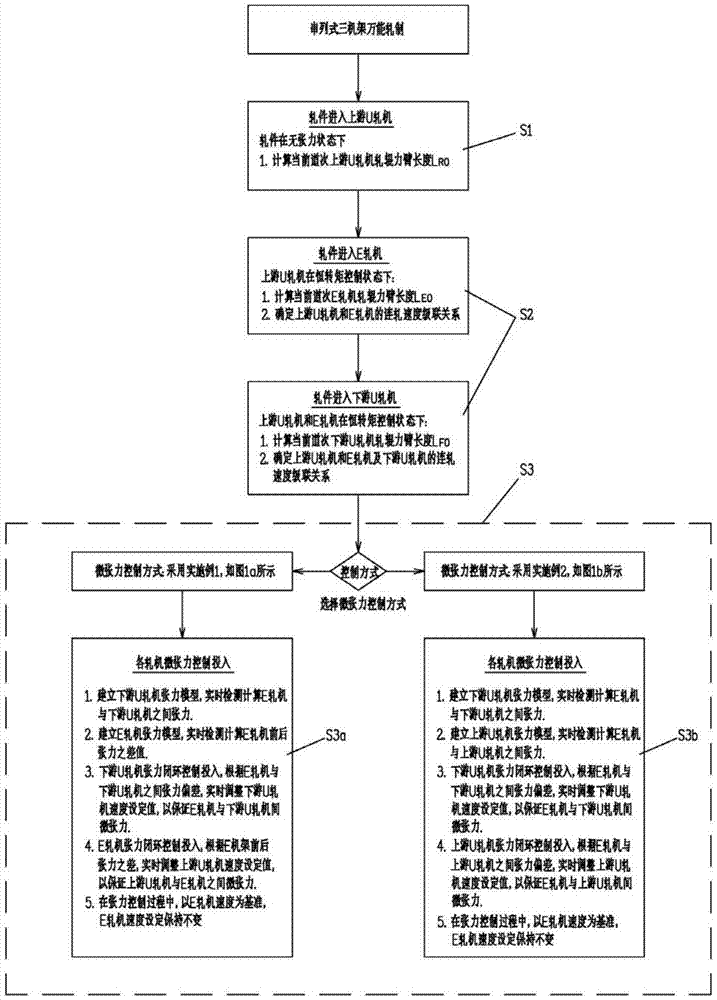
[0080] The micro-tension control system and method of the present invention are mainly aimed at the tandem universal rolling of section steel production, especially the rolling of high-speed steel rails. The tandem universal rolling mill is generally composed of a plurality of racks arranged in the order in which the rolled pieces enter. is the downstream rack of the rack that passes first. Such as Figure 1a and 1b As shown, these stands are divided into U stands and E stands. Since the tandem universal rolling mill is a reversible continuous rolling production line, the U stand upstream of the E stand becomes Becomes the downstream U rack of the E rack. Among them, the U frame includes a pair of horizontal rolls 1 and a pair of vertical rolls, the horizontal roll 1 is driven by the main motor, the vertical roll is a driven roll, and the E frame refers to the edge rolling frame, which only has a pair of horizontal rolls 1 and no vertical rolls roll. The main function of t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More