

Micro-tension control system and method of hydraulic tension warm rolling mill
A micro tension control, hydraulic system technology, applied in tension/pressure control and other directions, can solve the problems of low tension control accuracy, large calculation error of front slip rate and back slip rate, broken belt, etc., and achieves a simple and effective tension control method. , Improve the final rolling quality and ensure the effect of tension control accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
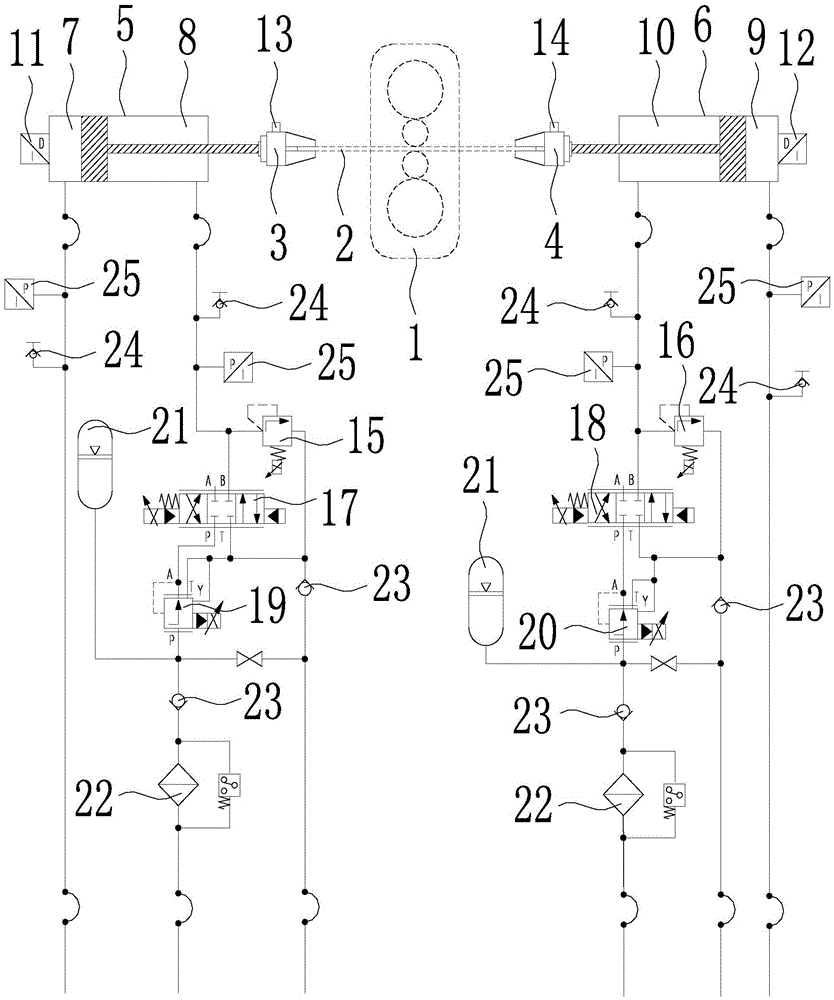
[0033] In this embodiment, the rolled piece 2 is an AZ31 magnesium alloy strip, the initial size is 3.95mm×200mm×1000mm, and the target thickness size is 0.7mm; the size of the backup roll of the hydraulic tension warm rolling mill is φ480×350mm, and the size of the work roll is φ200× 370mm; the cylinder diameter of the left and right tension hydraulic cylinders is 90mm, the diameter of the piston rod is 63mm, and the stroke is 2100mm; the flow rate of the left and right proportional pressure reducing valves is 40L / min; the model of the left and right servo valves is D661; The flow rate of the right proportional relief valve is 40L / min; the maximum range of the left and right displacement sensors is 2150mm, and the measurement accuracy is 0.01mm; the maximum range of the left and right tensiometers is 10kN, and the measurement accuracy is 0.1kN; The high pressure oil provided by the high pressure oil source of the system is 21MPa, and the low pressure oil provided by the low pr...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More