

A Processing Technology for Longitudinal Seam Groove of Stamped Welded Axle Housing
A technology of groove processing and stamping and welding bridges, which is applied in metal processing equipment, metal processing machine parts, manufacturing tools, etc., can solve the problems of large influence of axle housing welding, high debugging requirements, impermeable welding, etc., and achieve dimensional guarantee The effect of strong ability, reliable product quality and high production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0032] In order to clearly illustrate the technical features of the solution, the solution will be described below through specific implementations.
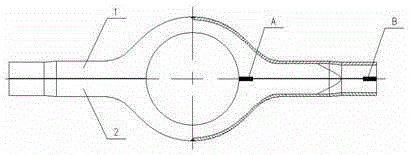
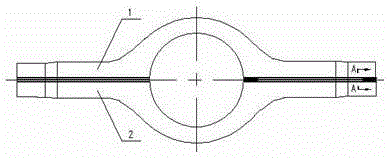
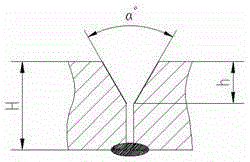
[0033] like figure 1 As shown, the present invention is a process for processing longitudinal seam grooves of punched and welded axle casings, such as figure 2 , image 3 As shown in the figure, when the thickness H of the axle housing is 14mm, the opening angle α of the processed groove is 60°, and the depth h is 10mm. The process includes the following steps:
[0034] Step 1: Shot blasting the stamped upper half shell 1 and lower half shell 2;
[0035]Step 2: Butt the upper half shell 1 and the lower half shell 2 on the welding fixture, the welding fixture includes a base for placing the two butted half shells, and the two ends of the base are provided with threads for clamping both ends of the two half shells Clamp the upper half shell 1 and the lower half shell 2 with threaded clips, which are located near the installati...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More