An assembly method of double gears for seamless steel pipe cold rolling mill rolls
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A technology of double gears and seamless steel tubes, applied in metal processing, metal processing equipment, manufacturing tools, etc., can solve problems such as high requirements for operator skills and experience, low assembly accuracy of double gears, and rising gear processing costs. Achieve the effect of low operating skill requirements, easy implementation, and reduced operating time
Inactive Publication Date: 2016-08-24
BAOSTEEL SPECIAL STEEL CO LTD
View PDF4 Cites 0 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
[0021] 1. The assembly accuracy is not high: because the assembly reference (vertical line of the tooth top plane) of the double gear is not consistent with the measurement calibration reference (vertical line of the tooth top plane) and the use reference (tooth profile involute meshing), therefore, the double gear The assembly accuracy of the double gear is relatively low, usually between 0.08 and 0.12mm, so the rework rate is high, and the success rate of one-time assembly is not much, and because of the low assembly accuracy, the inside of the double gear is damaged during installation and use on the machine. Z=26 gear meshes with the Z=26 gear of the upper roll and wears a lot, and the service life is low (generally ≤4 months);
[0022] 2. High skill and experience requirements: Since the outer diameters of the two gears that make up the double gear set are different, they are 392mm and 378mm respectively, so use the vertical ruler surface of 90 degrees to measure the coincidence of the vertical lines of the addendum planes of two gears with different diameters It is more difficult to operate, requires space extension, and requires higher skills and experience of operators, and usually cannot be operated by personnel below senior workers;
[0024] To sum up, there are some deficiencies in the existing double gear assembly method of the roll device. If the method of integrally processing the double gear is adopted, the technical data needs to be revised, and the processing manufacturer needs to be selected. The cost of gear processing will increase, making it difficult to implement. ; Therefore, corresponding improvements are implemented on the existing assembly method, and on the basis of ensuring the assembly accuracy of the double gear, the on-site fast and efficient operation is realized to meet the needs of production
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment
[0090] Taking the double gear (m=15, Z1=25, Z2=26) of the active roll (lower roll device) of ХПТ-55 cold rolling pipe mill as an example, the assembly process is as follows:
[0091] 1. Gear preparation:
[0092]1) Receiving gears: According to the requirements of the work order, the gear parts composed of double gears are obtained from the warehouse;
[0093] 2) Cleaning of gears: cleaning and wiping gear inner holes and tooth shapes, file deburring, keyway grinding, pre-assembly, etc.;
[0094] 3) Inspection: Measure the inner hole of the gear (diameter 260, 180mm), the journal of the long handle gear (260mm), the keyway width (45mm), the tooth profile angle (top width 21.63mm) and other data;
[0095] 2. Assembly preparation:
[0096] 1) Tool preparation: place the standard flat plate on the inspection work platform, wipe it clean, place the calibration measuring stick, feeler gauge, hand hammer, top counterweight, etc. on the work platform, and wipe the surface clean;
...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Login to View More
Abstract
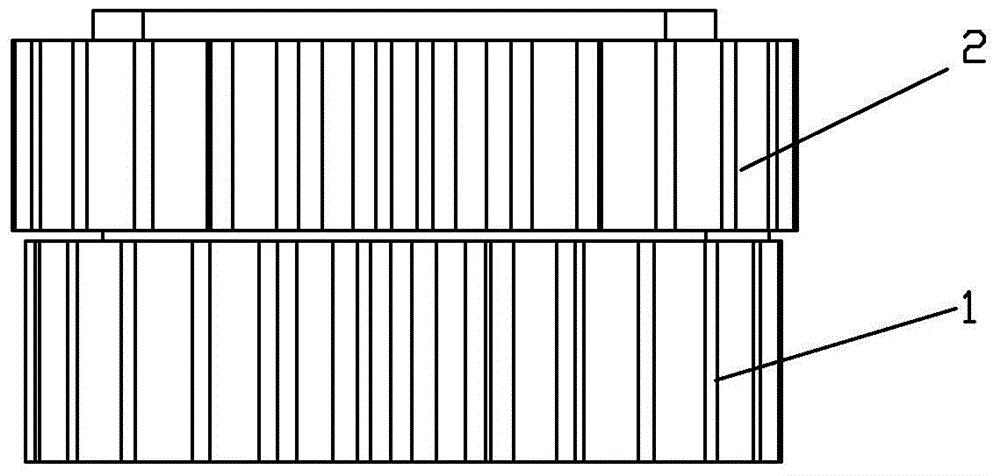
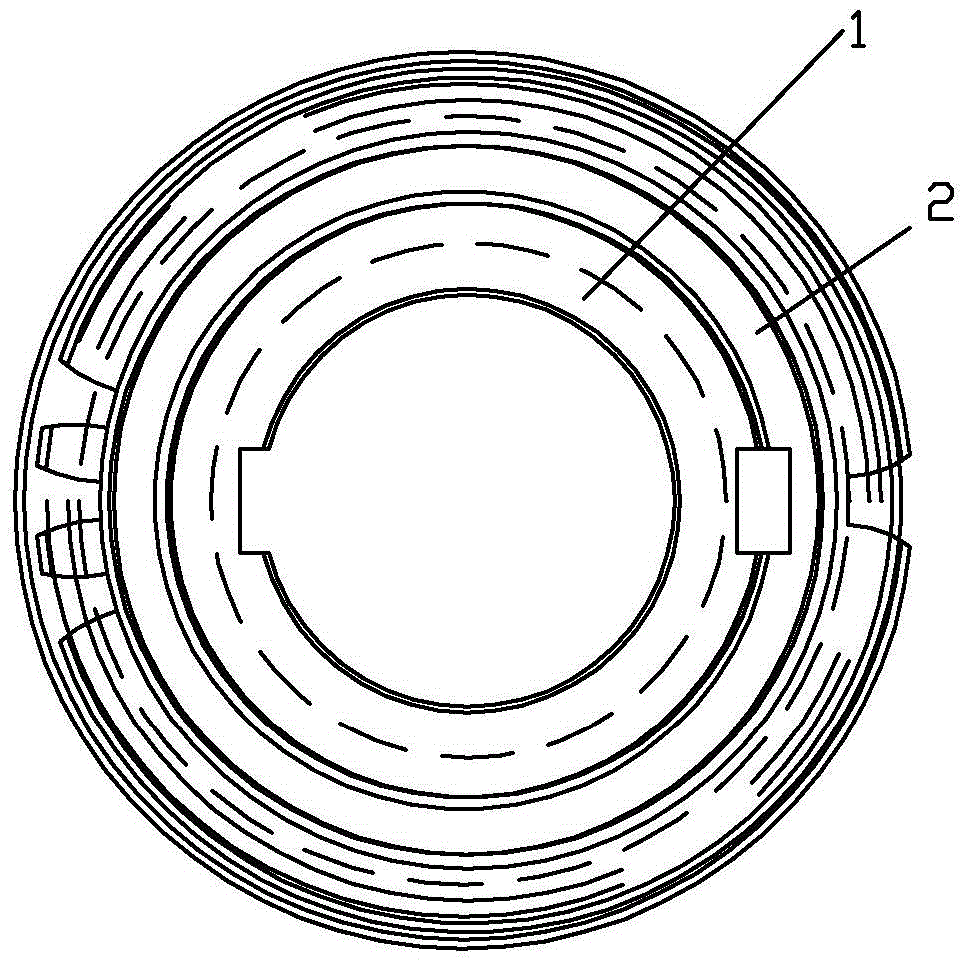
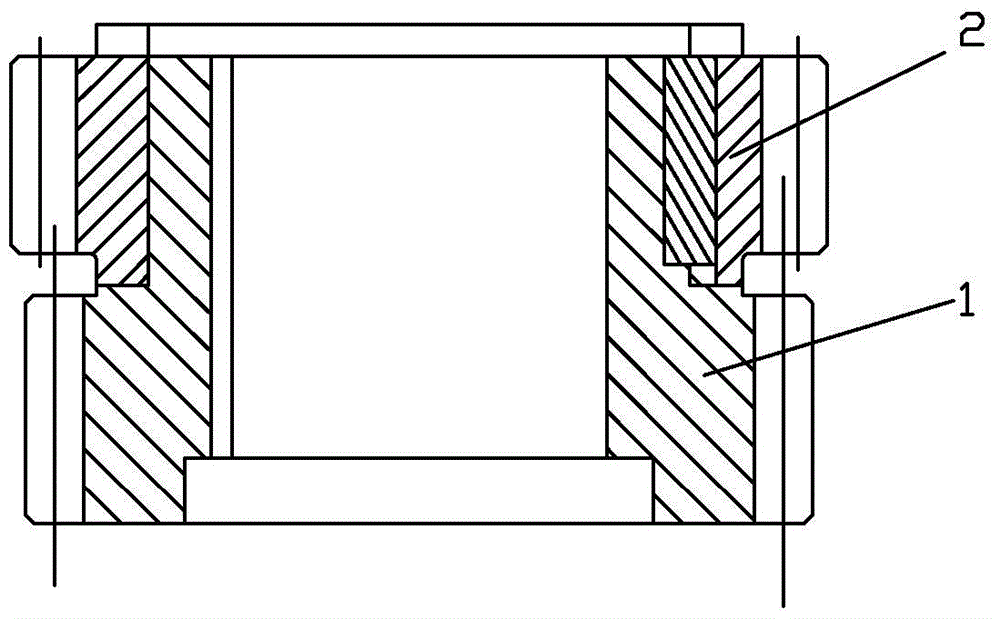
A method for assembling a duplicate gear for a roller of a seamless steel tube cold rolling mill comprises the following steps that firstly, a gear is prepared, an inner hole and a tooth profile of the gear are cleaned and wiped, burrs are grinded, and a key groove is polished, detection is carried out, and the inner hole of the gear, the shaft neck of a long-handle gear, the width of the key groove and tooth profile angle data are respectively measured; secondly, preparation is made for assembling, the gear is heated, the gear with z equal to 26 is placed into an electric furnace to be heated for 30-45 minutes, the bottom of the long-handle gear, namely the end face of the tooth profile, is wiped clean, the long-handle gear is vertically placed on a verifying panel, and the two side faces, namely the tooth outlines, of the involute of the tooth profile of the gear at the starting point are arranged outwards and face an operator; thirdly, the gear is assembled; fourthly, the gear is checked; fifthly, a positioning key is assembled in a matched mode; sixthly, the gear is put in storage. The method is reasonable in technology, easy and convenient to operate, safe, reliable, practical, efficient, high in error correcting precision and capable of effectively improving the assembling precision of the duplicate gear, operation time is shortened, the assembling time is lower than or equal to 3 minutes, the precision can reach to 0.01-0.03mm, and the reworking rate is zero.
Description
technical field [0001] The invention relates to cold-rolling production equipment of seamless steel pipes, in particular to an assembly method of duplex gears for rolls of seamless steel pipe cold-rolling mills, which is suitable for precise adjustment of duplex spur gears used in roll devices. Background technique [0002] Gears are common mechanical parts. The function of transmitting motion and power is realized through the continuous meshing of the teeth on the rim. It is usually used for short-distance motion (or power) transmission. Common gears include cylindrical spur gears, cylindrical helical gears, Helical gear, straight bevel gear, spiral bevel gear, rack, worm gear, etc. The gear can be a single gear or a gear set composed of multiple gears. According to different usage occasions and needs, select the corresponding gear. The double gear used in the roll device of the seamless steel pipe cold rolling mill is a cylindrical spur gear. [0003] Seamless steel pipe ...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More  Login to View More
Login to View More