

Welding methods for dissimilar metals
A technology of dissimilar metals and welding methods, used in welding equipment, metal processing equipment, welding/welding/cutting items, etc. The effect of smooth and bright, improved welding strength and improved welding quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
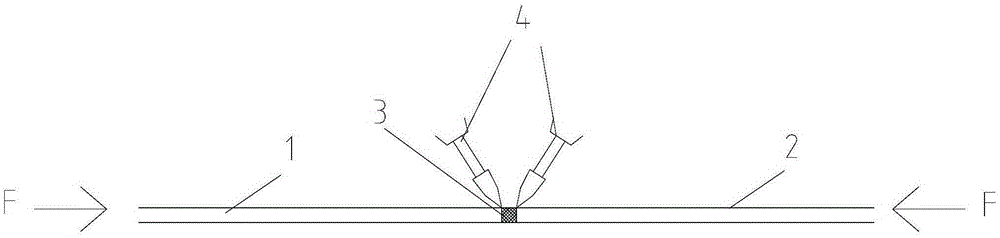
[0042] Such as figure 1 As shown, in this embodiment, the copper plate 1 and the iron plate 2 are butt welded by argon arc welding, and the thickness of the two plates is the same.
[0043] Preheat the iron plate 2 to 500±50°C before welding, so that Q’ 高熔点金属 -△Q is equal to 0.90Q’ 低熔点金属 ~1.1Q' 低熔点金属 . The edges of the copper plate 1 and the iron plate 2 are butted in contact to form a weld 3 , which does not need solder. When the edges of the copper plate 1 and the iron plate 2 are butted, apply a force F in opposite directions on the other side of the copper plate 1 and the other side of the iron plate 2, so that the edges of the copper plate 1 and the iron plate 2 are welded during the entire welding process. Stay in touch. Then determine the relative position of welding seam 3 and welding torch nozzle 4, heat can be evenly distributed to copper plate 1 and iron plate 2 in this embodiment, the heating equipment that adopts is a single welding torch, welding torch nozzl...
Embodiment 2
[0045] Such as figure 2 As shown, in this embodiment, the copper plate 1 and the iron plate 2 are butt welded by argon arc welding, and the thickness of the two plates is the same.
[0046] Preheat the iron plate 2 to 300±50°C before welding, so that Q’ 高熔点金属 -△Q greater than 1.1Q’ 低熔点金属 . The edges of the copper plate 1 and the iron plate 2 are butt-contacted to form a weld 3 , and no solder is needed for the weld 3 . When the edges of the copper plate 1 and the iron plate 2 are butted, apply a force F in opposite directions on the other side of the copper plate 1 and the other side of the iron plate 2, so that the edges of the copper plate 1 and the iron plate 2 are welded during the entire welding process. Stay in touch. Then determine the relative position of welding seam 3 and welding torch nozzle 4, the heating equipment that adopts in the present embodiment is double welding torch, wherein the corresponding processing copper plate 1 of welding torch nozzle 4 that o...
Embodiment 3
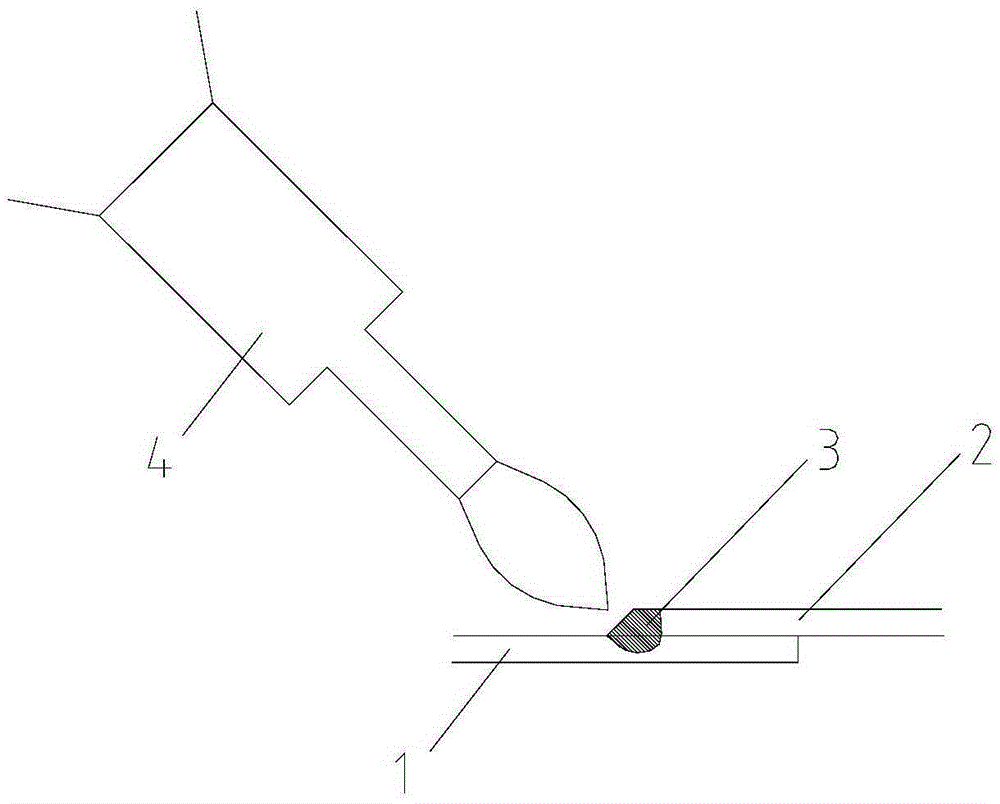
[0048] Such as image 3 As shown, in this embodiment, the copper plate 1 and the iron plate 2 are lap welded by argon arc welding, and the thickness of the two plates is the same.
[0049] Preheat the iron plate 2 to 300±50°C before welding, so that Q’ 高熔点金属 -△Q greater than 1.1Q’ 低熔点金属 . The edges of the copper plate 1 and the iron plate 2 are overlapped to form a welding seam 3 in overlapping contact, and the welding seam 3 does not need solder. Then determine the relative position of welding seam 3 and welding torch nozzle 4, the heat supply equipment that adopts in the present embodiment is single welding torch, welding torch nozzle 4 points to welding seam 3 and the heating zone shifts toward iron plate 2 direction, makes iron plate 2 or get The heat is about 1.2 times the heat obtained by the copper plate 1, and the angle between the central axis of the welding torch nozzle 4 and the overlapping plane is 45°, so that when welding, the position of the iron plate 2 near...
PUM
| Property | Measurement | Unit |
|---|---|---|
| melting point | aaaaa | aaaaa |
| melting point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More