Thin-strip continuous casting flow distribution scum removing method
A continuous casting and thin strip technology, applied in the field of thin strip continuous casting cloth flow slag removal, can solve the problems of increasing quality influencing factors, not specifying a slag retaining weir, unable to ensure a slag retaining weir, etc., to reduce fluctuations and reduce temperature. Descending and increasing the effect of antegrade
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
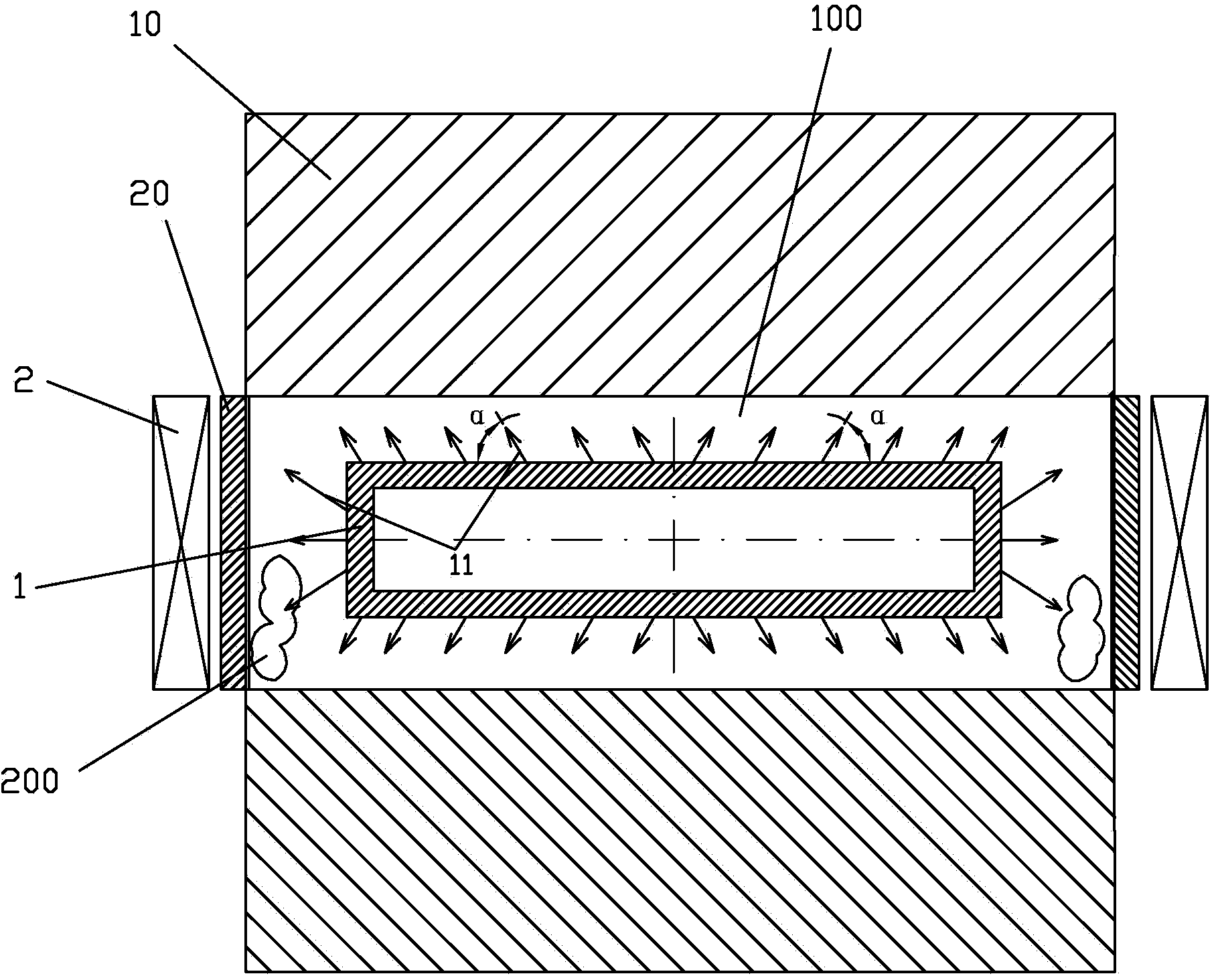
[0036] During the flow distribution process of twin-roll thin strip continuous casting, the pulling speed of the crystallization roll is 50m / min; the liquid level of the molten pool is 200mm; the distance from the upper edge of the discharge hole of the flow distributor to the liquid level is 4mm; The tilt angle is 65°; the electromagnetic intensity of the electromagnetic induction device is 0.09T.
Embodiment 2
[0038] During the flow distribution process of twin-roll thin strip continuous casting, the pulling speed of the crystallization roll is 70m / min; the liquid level of the molten pool is 220mm; the distance from the upper edge of the discharge hole of the flow distributor to the liquid level is 6mm; The inclination angle is 50°; the electromagnetic intensity of the electromagnetic induction device is 0.11T.
Embodiment 3
[0040] During the flow distribution process of twin-roll thin strip continuous casting, the pulling speed of the crystallization roll is 90m / min; the liquid level of the molten pool is 240mm; the distance from the upper edge of the discharge hole of the flow distributor to the liquid level is 7mm; The inclination angle is 40°; the electromagnetic intensity of the electromagnetic induction device is 0.13T.
[0041] Thin strip continuous casting technology is one of the most competitive technologies in the 21st century. It has advantages incomparable to conventional continuous casting in terms of energy saving and environmental protection, so it has attracted great attention from all over the world; There are many defects. Through the inclination of the discharge hole of the distributor and the control of the electromagnetic induction device on the molten steel, the removal of scum during the molten steel casting process is realized. On the one hand, the process is simple and the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com