

Circular seam laser welding jig for thin-walled aluminum alloy end socket flange plates
A technology of laser welding jig and aluminum alloy, which is applied in the direction of laser welding equipment, welding equipment, welding equipment, etc., can solve the problems that the welding seam precision cannot meet the welding requirements, and the welding deformation is large, so as to achieve small welding deformation, low manufacturing cost, The effect of easy operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
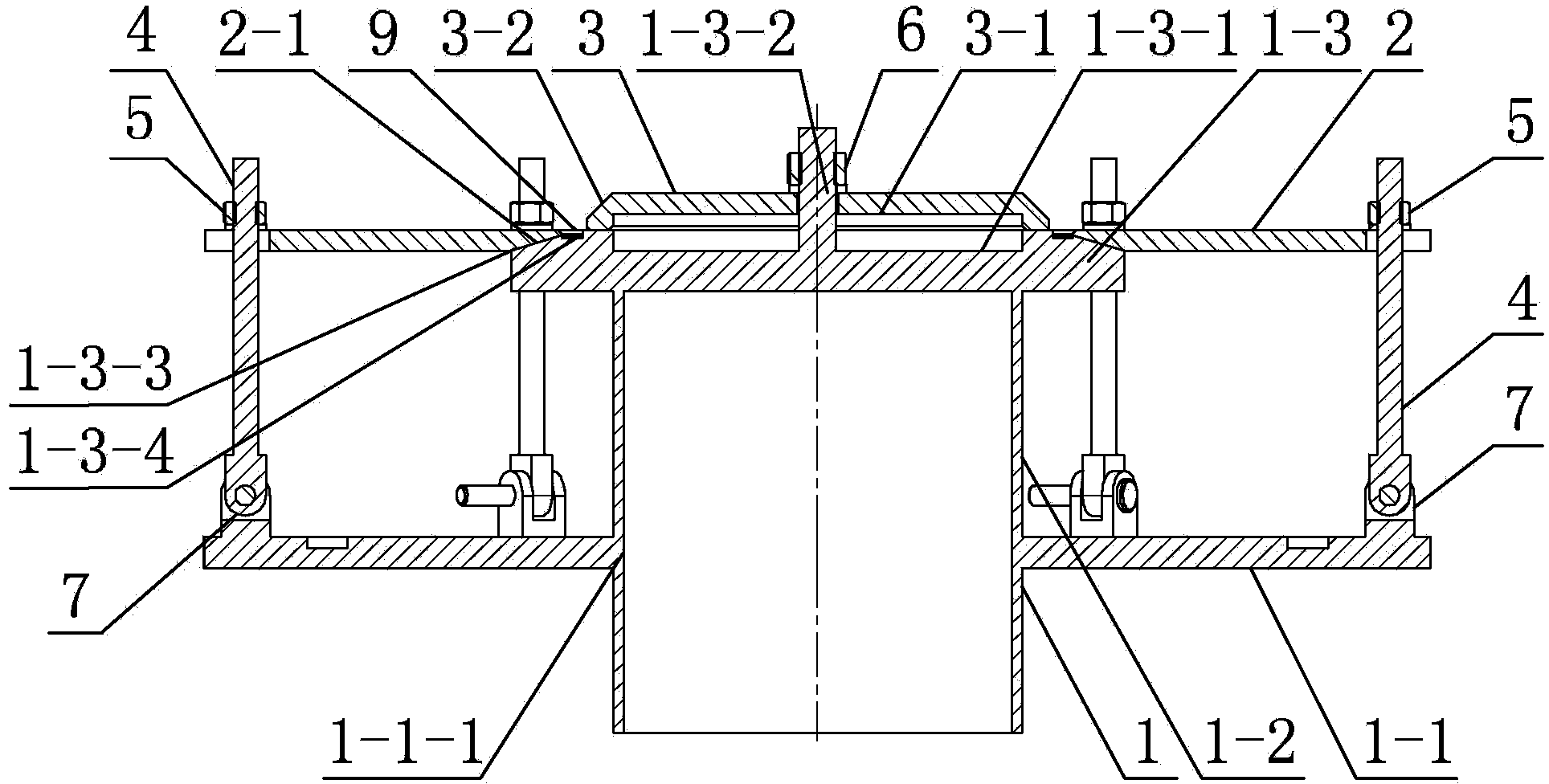
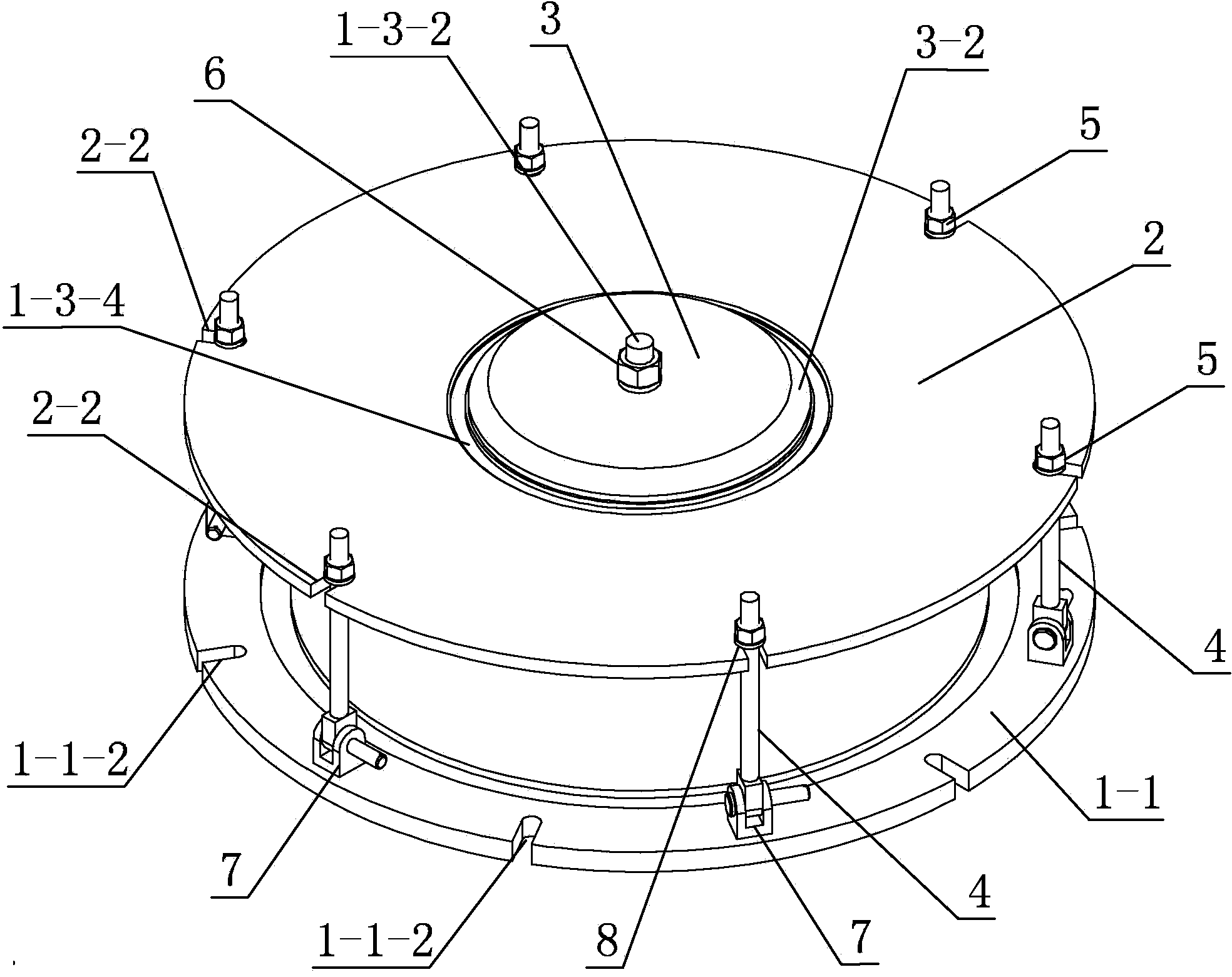
[0014] Specific implementation mode one: as Figure 1~4 As shown, the thin-walled aluminum alloy head flange circular seam laser welding fixture of this embodiment includes a bottom placenta 1, an outer pressure plate 2, an inner pressure plate 3, a first nut 6, a plurality of screws 4, a plurality of second Nuts 5 and a plurality of hinged seats 7; the bottom placenta 1 includes a lower disc 1-1, a cylinder 1-2 and an inner pressure disc seat 1-3, and a first central through hole 1-1 is processed on the disc 1-1 -1, the disc 1-1 is fixedly set in the middle of the outer wall of the cylinder 1-2, the inner pressure disc seat 1-3 is fixed on the upper end surface of the cylinder 1-2, the lower disc 1-1, the cylinder 1-2 and the inner pressure plate seat 1-3 are coaxially arranged and the three are integrated, and the upper end surface of the inner pressure plate seat 1-3 is processed with a first circular central groove 1-3-1, the first circular The upper end surface of the ce...
specific Embodiment approach 2
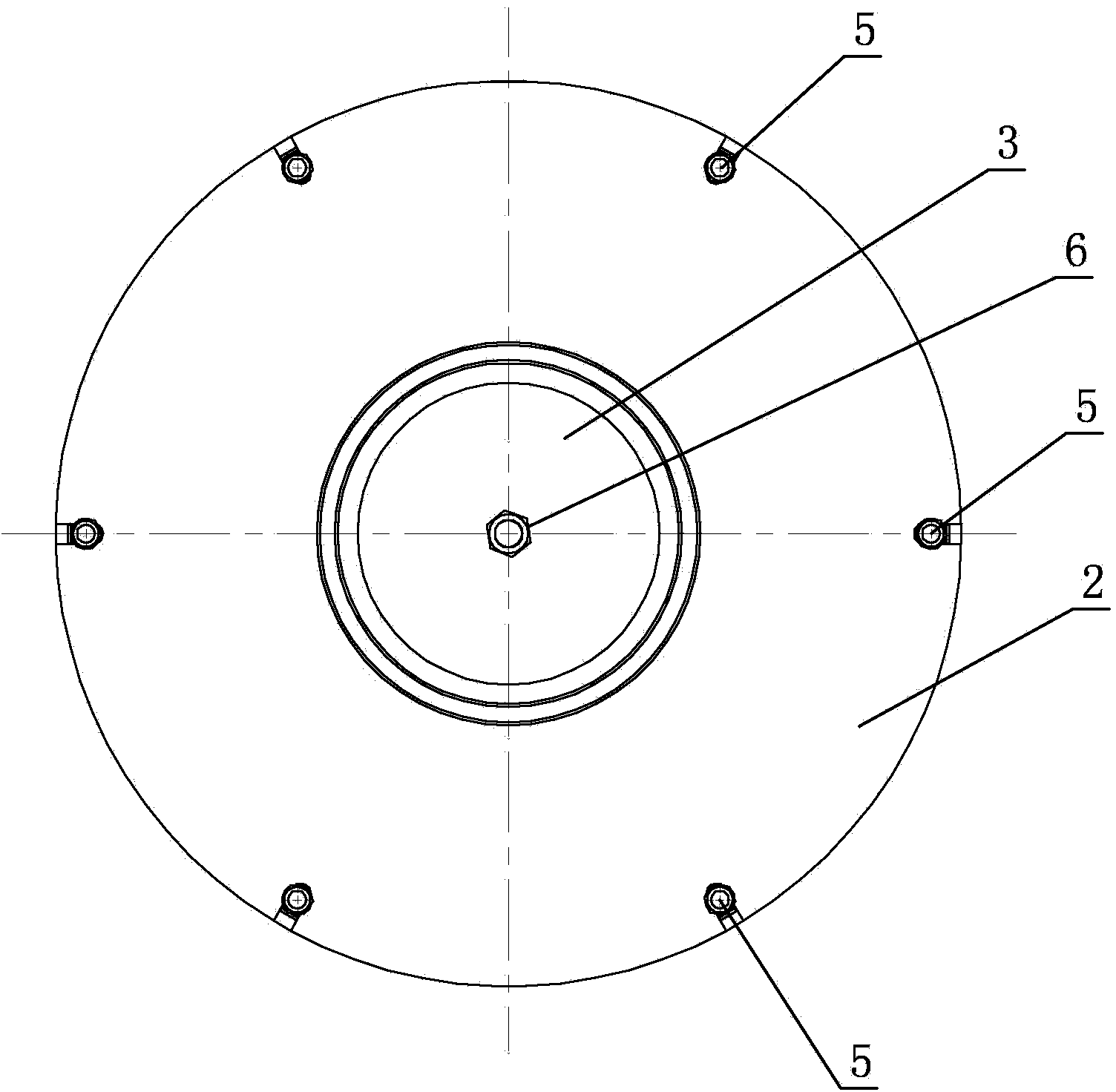
[0016] Specific implementation mode two: as Figure 2~4 As shown, there are six screw rods 4 , second nuts 5 and hinge seats 7 in this embodiment. In this design, the number of screw rod 4, second nut 5 and hinge seat 7 is six, and the force of each second nut 5 is the same, so that the force on the head is uniform, and the welding deformation of the ring seam of the flange of the head can be controlled. . Other components and connections are the same as those in the first embodiment.
specific Embodiment approach 3
[0017] Specific implementation mode three: as figure 1 with image 3 As shown, in this embodiment, an annular groove 1-3-4 is processed on the inner pressure plate seat 1-3 along the circumferential direction, and the annular groove 1-3-4 is located at the annular gap 9 . Such a design is to prevent the occurrence of weld leakage caused by the serious sagging of the weld seam, thereby ensuring the formation of the weld seam. Other compositions and connections are the same as those in Embodiment 1 or 2.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More