

High-strength cold rolled steel plate and preparing method thereof
A cold-rolled steel plate and slab technology, applied in the field of high-strength cold-rolled steel plate and its preparation, can solve the problems of high cost of cold-rolled steel plate in strength and formability, and achieve the effect of good market prospect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0023] The present invention provides a method for preparing a cold-rolled steel sheet, which comprises the following steps: hot-rolling, coiling, cold-rolling, annealing, skin-passing and drawing-leveling in sequence, wherein after hot-rolling and before coiling, The intermediate slab obtained after hot rolling is cooled to the temperature of coiling, and the cooling rate of the cooling is 10-30°C / s; the temperature of the coiling is 650-729°C; the reduction ratio of the cold rolling is 60-69%; the annealing method is continuous annealing, in the process of annealing, the intermediate slab obtained after cold rolling goes through the heating section, soaking section, primary cooling section, over-aging section and secondary Cooling section, the end temperature of the intermediate slab obtained after cold rolling in the heating section, the soaking section, the primary cooling section, the overaging section and the secondary cooling section are respectively 740 -790°C, 810-860...
Embodiment 1-3
[0052] This example is used to illustrate the cold-rolled steel sheet of the present invention and its preparation method.
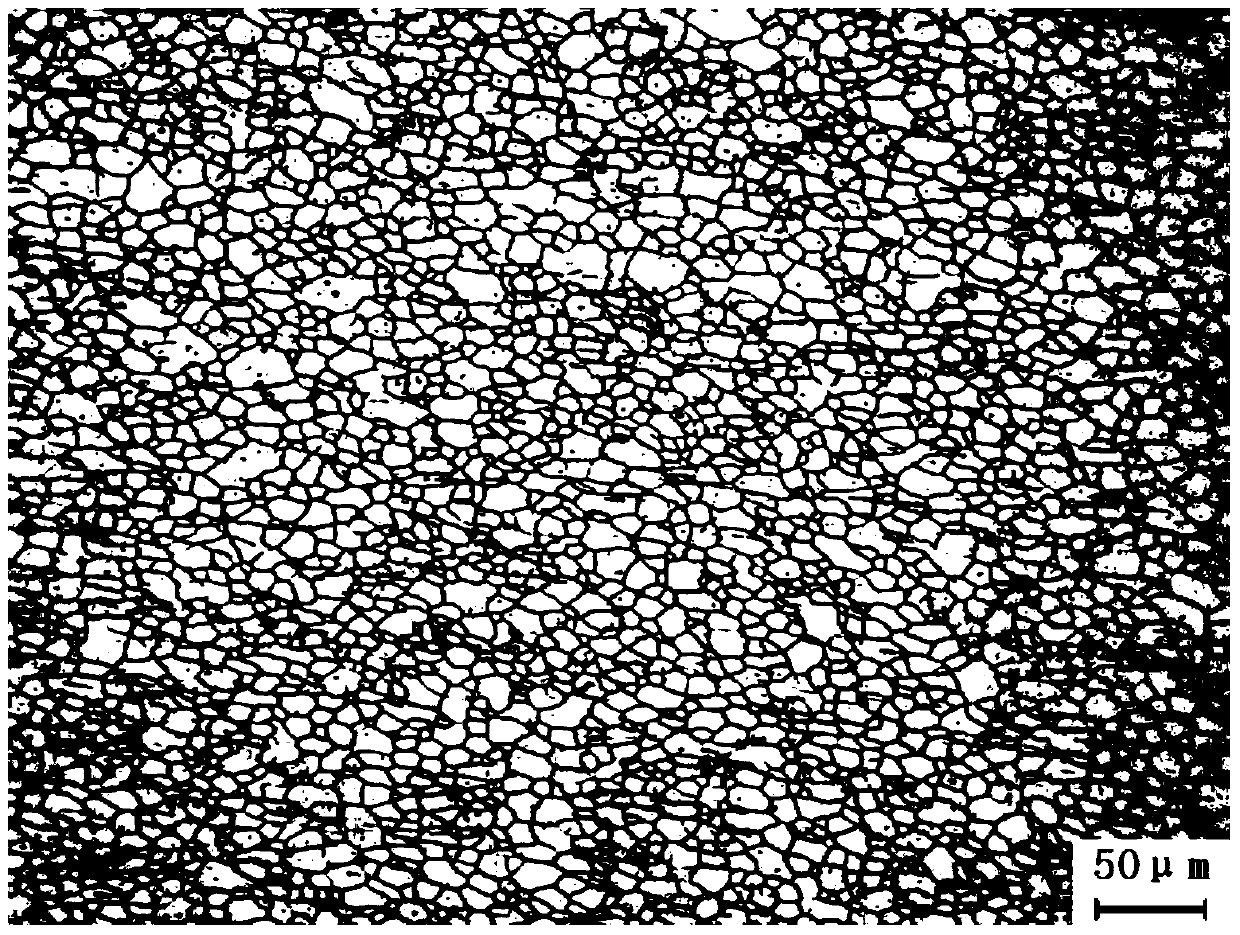
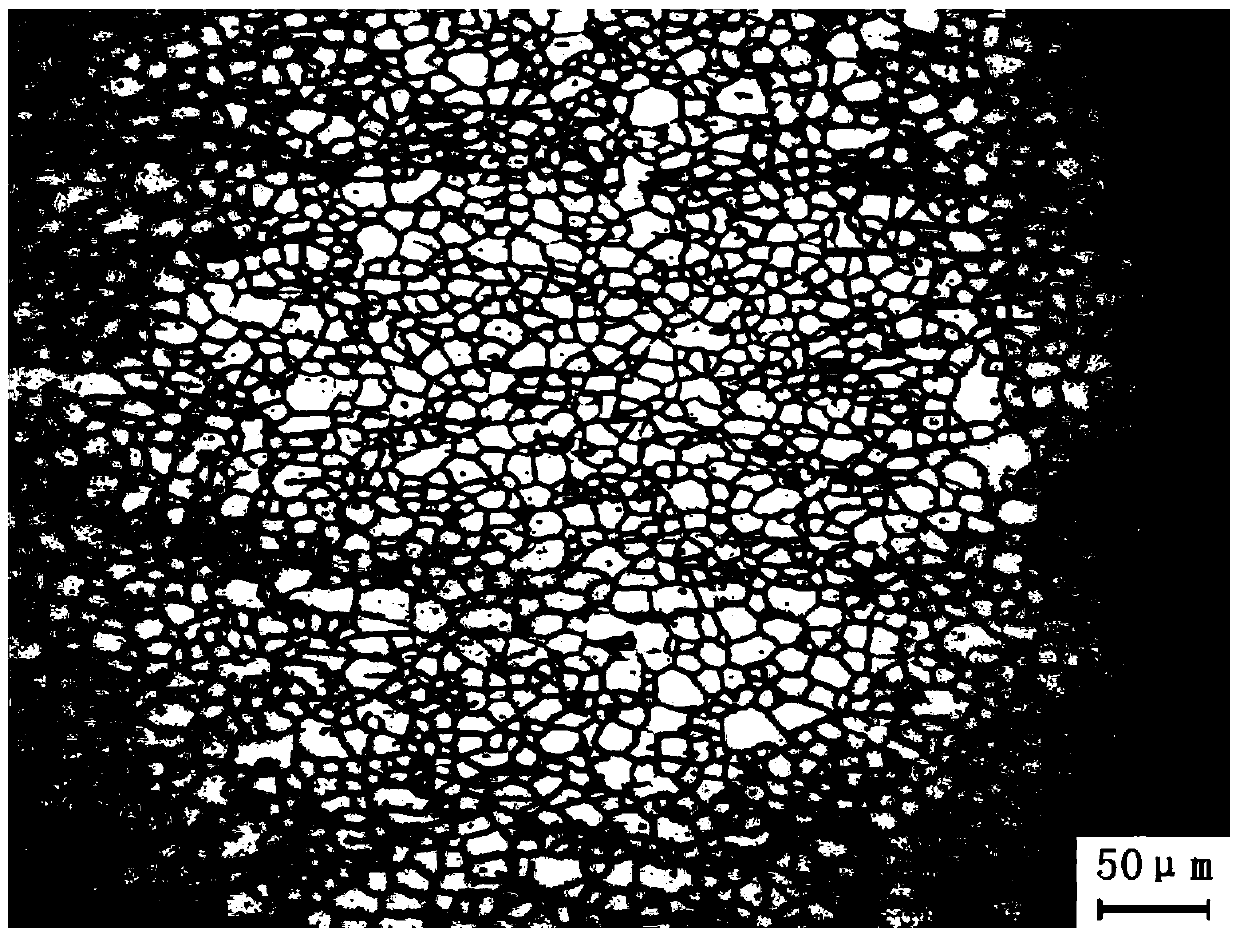
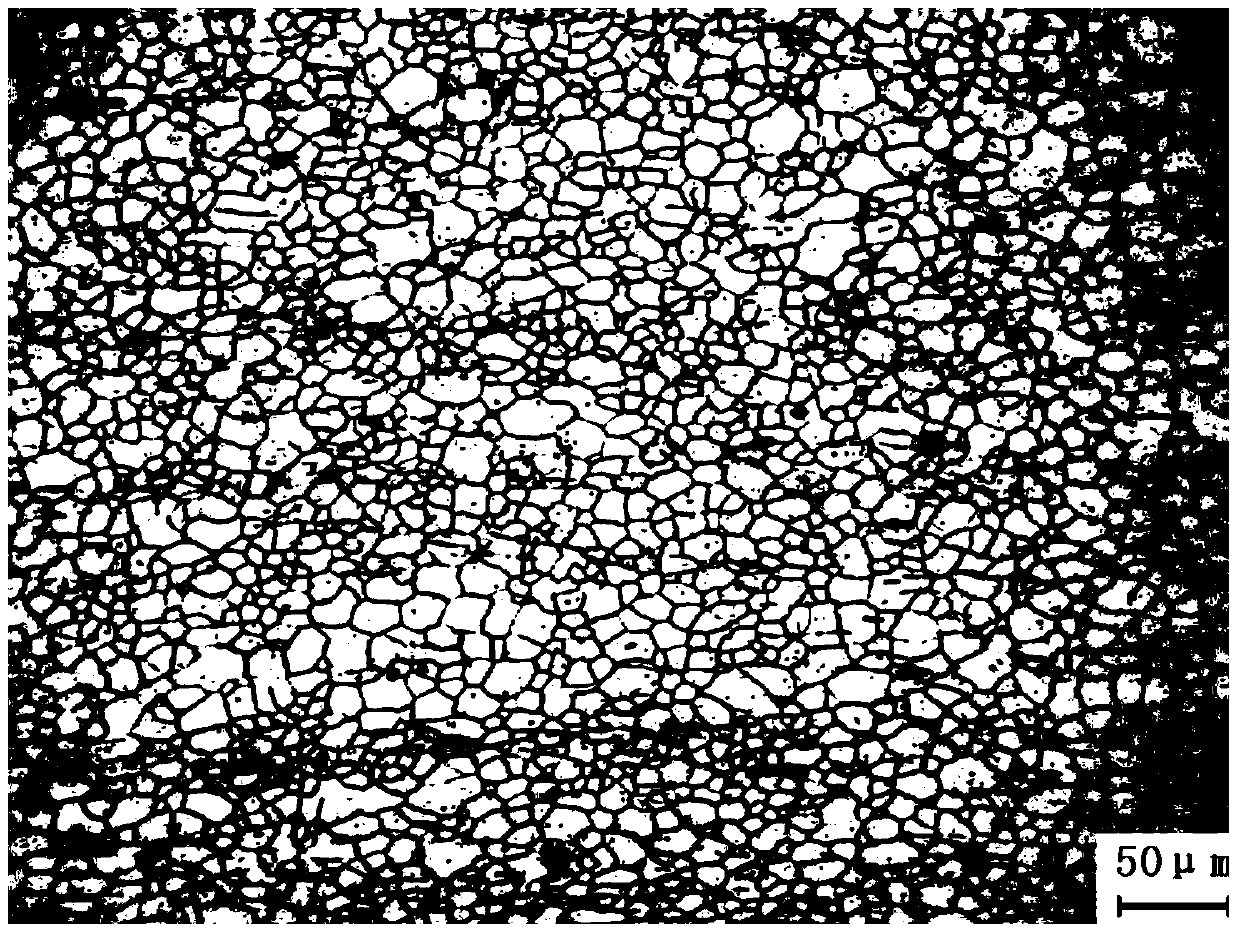
[0053] The continuous casting slab of the present invention is obtained by smelting in a converter, Ca treatment in an LF furnace, RH decarburization and continuous casting, and its composition is shown in Table 1. The continuous casting slab is heated in the heating furnace to the opening temperature of rough rolling and enters the reversible rough rolling unit. The intermediate billet after rough rolling enters the hot coil box, and the strip head and tail are exchanged, and then finish rolling is carried out. After finishing rolling, it was rapidly cooled to the coiling temperature according to the specified cooling rate, and then sent to the coiler for coiling (the hot rolling process and cooling process were performed according to the conditions in Table 2). The slab is then subjected to cold rolling and annealing treatment according to the cold rol...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
| Size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More