

Thermal tandem rolling machine control device and thermal tandem rolling machine control method
A rolling mill control and tandem technology, applied in the direction of roll speed control, etc., can solve problems such as indefinite response, and achieve the effect of suppressing the disorder of speed balance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 2 Embodiment approach
[0201] As the second embodiment of the present invention, an example is shown in which, when the upper limit speed exceeds the stand, the speed command correction unit 109 reduces the value of the reference rolling speed without reducing the value of the roll speed of the final stand. .
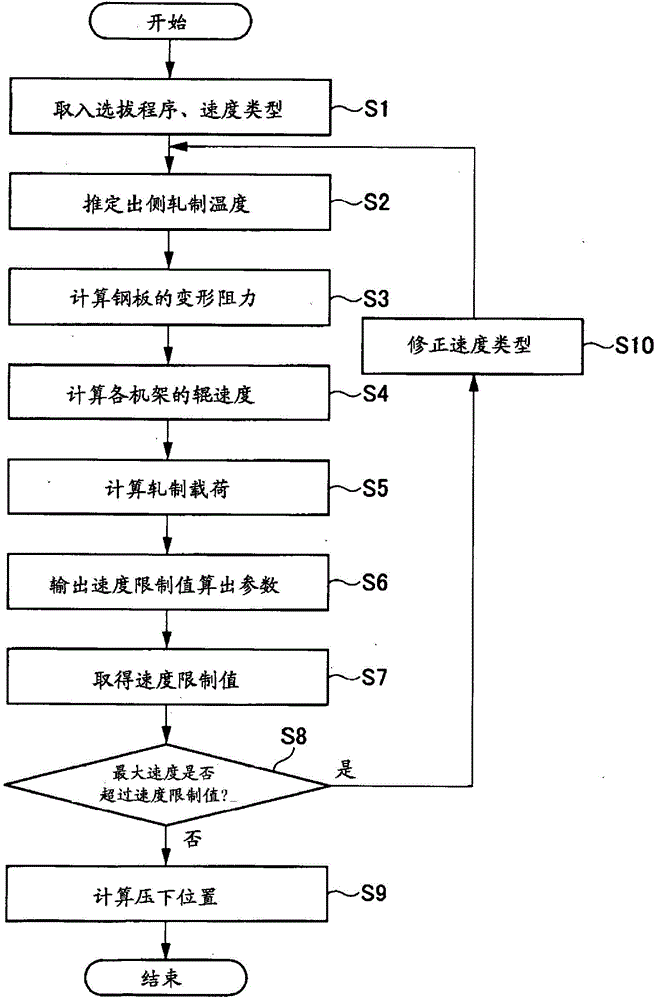
[0202] Figure 10 It is a flowchart showing the processing executed by the speed command correction unit 109 according to the second embodiment of the present invention.
[0203] First, the speed command correcting unit 109 determines whether or not the rolling of the steel plate 161 has been completed (step S41 ). When rolling ends, the process of the speed command correction part 109 ends, and if rolling is not ended, it transfers to step S42.
[0204] Next, in step S41, when the rolling is not completed, the speed command correction unit 109 determines whether there is a notification that the upper limit speed exceeds the stand from the upper limit speed determination unit 108 (step S42)...
no. 3 Embodiment approach
[0210] Figure 11 It is a block diagram showing a configuration example of a thermal tandem rolling mill control device according to a third embodiment of the present invention.
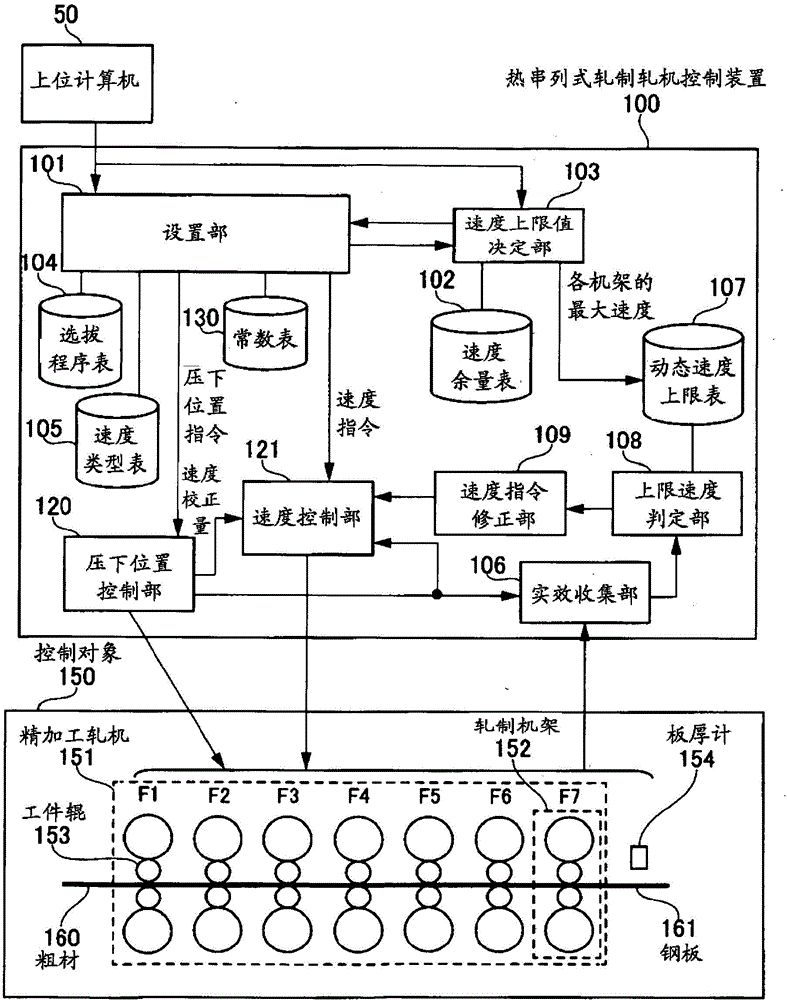
[0211] Hereinafter, as a third embodiment of the present invention, it is shown that the above-mentioned first embodiment is applied to a roughing mill 1102 provided with an edger 1110 and two rolling stands R1, R2, and a roughing mill 1102 provided with five rolling stands 152 ( An example of the case where the control object 1101 constituted by the finishing rolling mill 1103 of F1 to F5). Such a configuration of the control object 1101 is called a so-called small rolling mill.
[0212] In this embodiment, it is necessary to consider the upper limit value of the roll speed of the edger 1110 and the maximum value of the rolling speed in addition to the seven rolling stands in total. When the steel plate 1105 is thick, or when the thickness difference between the slab 1104 and the steel plate 1105 ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More