

A local post-weld heat treatment method for butt joints of three-way branch pipes
A technology for butt joints and post-heat treatment, applied in heat treatment furnaces, heat treatment equipment, furnaces, etc., which can solve the problems of deteriorating temperature field, increasing residual stress of joints, and scrapping joints.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
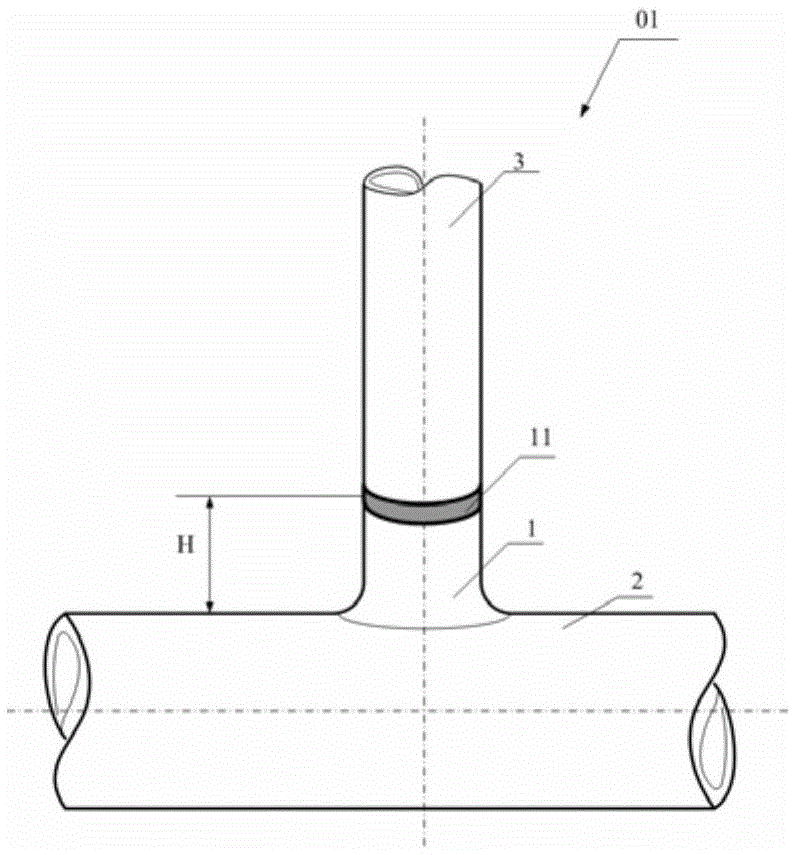
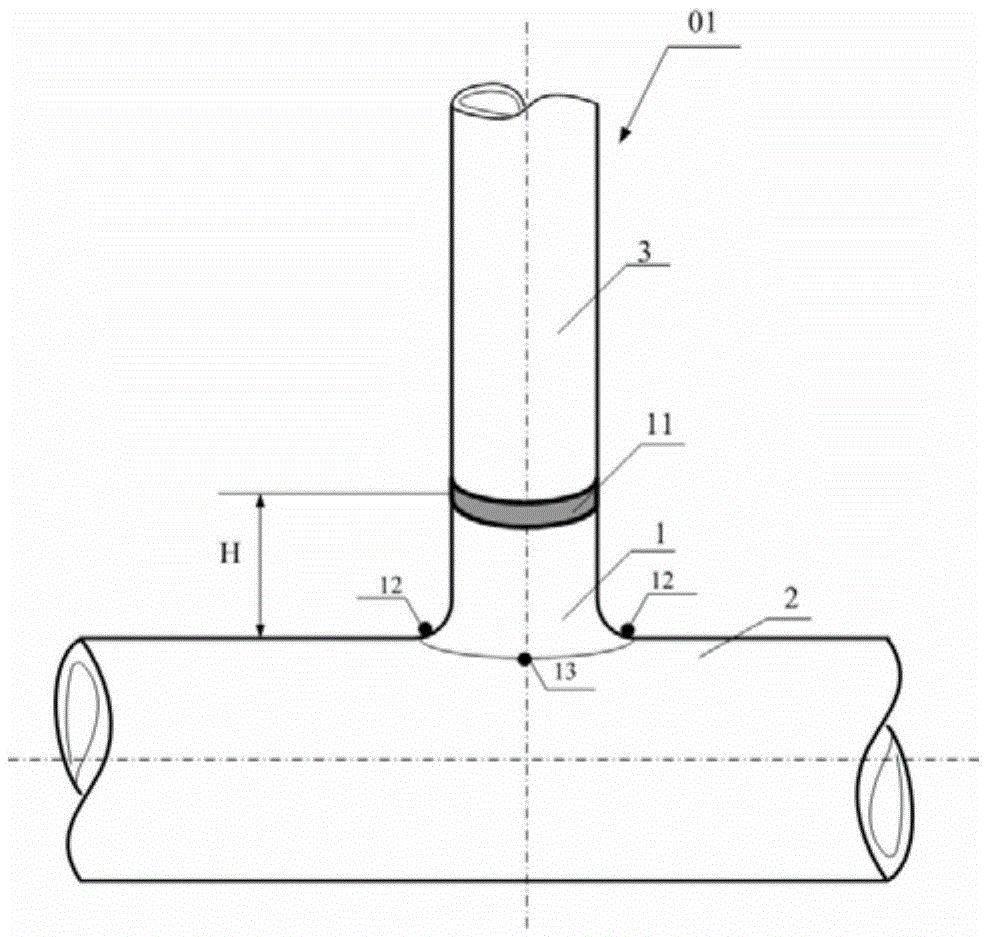
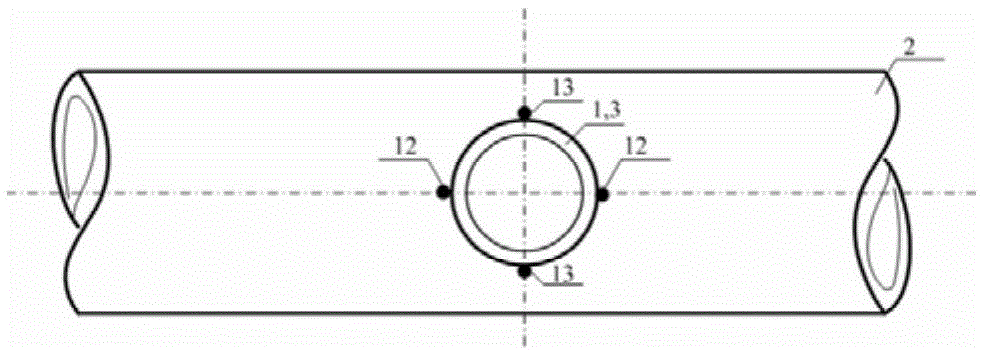
[0059] Such as Figures 1 to 6 As shown, the three-way branch butt joint 01 includes a branch pipe 1 , a main pipe 2 , a pipe 3 , and a weld 11 connecting the branch pipe 1 and the pipe 3 . When performing post-weld heat treatment on the three-way branch pipe butt joint 01, the main heating device 21 (heating rope, heating sheet, etc.) is symmetrically arranged at both ends of the weld 11 with equal power and equal width, and the arrangement width of each end is equal to that of the branch pipe 1 The height H. A thermocouple is arranged at the welding seam position 24 opposite to the apex 13 of the tee abdomen as the temperature control thermocouple 20 of the main heating device 21 . A thermocouple is set at the position 23 opposite to the apex of the tee abdomen on the pipe at the end of the main heating device, as the temperature measuring thermocouple 22 at the end of the main heating device 21; with the branch pipe 1 as the center, the auxiliary heating element 31 ( Heat...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More