

Forming jig and method for pressing aeroengine mesh parts
A technology for aero-engines and parts, applied in the field of stamping and forming, can solve the problems of difficult control of blank holder force, difficult to achieve, no forming method and experience, etc., and achieves the effect of low processing conditions, broad application prospects and good promotion value.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] Describe the present invention below in conjunction with specific embodiment:
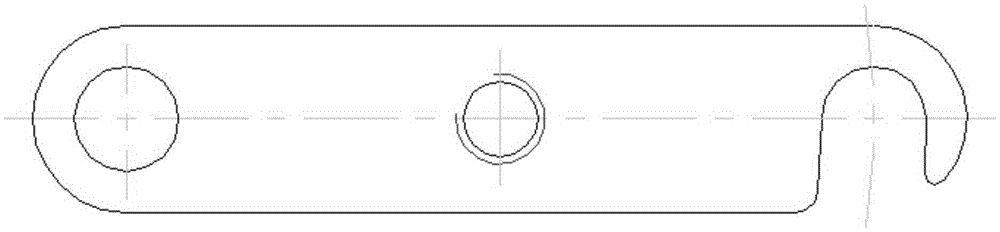
[0025] Refer to attached Figure 7 In this embodiment, an engine mesh part is taken as an example. The material of the part is made of stainless steel wires with a diameter of Φ0.14mm interlaced at 90°. After forming, the height of the part is 11mm, the diameter of the flange is Φ22mm, and the diameter of the cavity is Φ10mm.
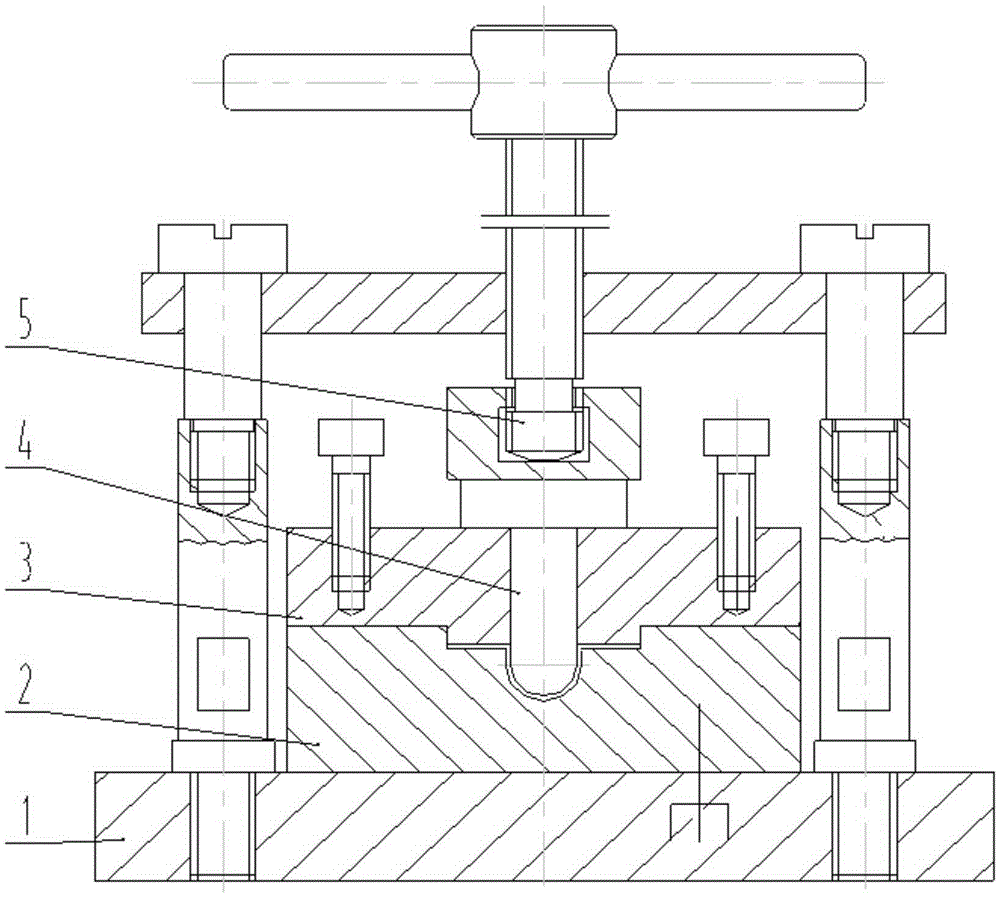
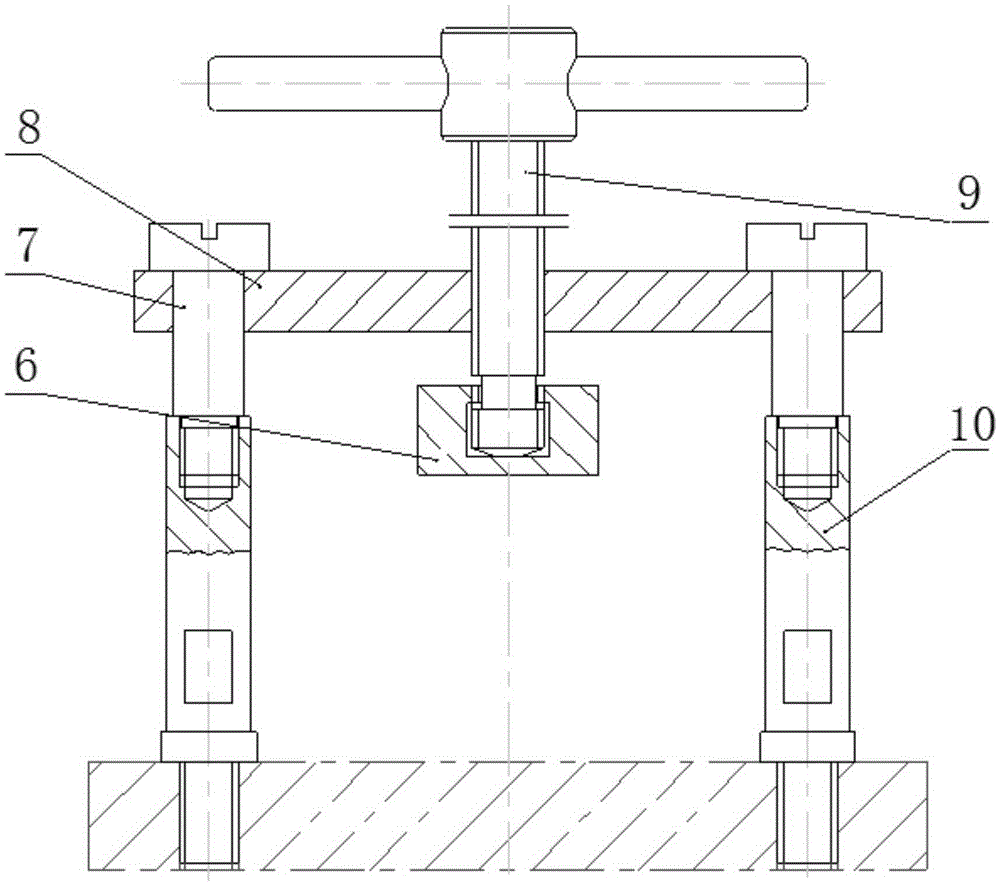
[0026] Forming fixtures used such as figure 1 As shown, it includes a base 1, a lower block 2, an upper block 3, a punch 4 and a force applying mechanism 5. The applying force mechanism includes a pillar 10, a smooth pressing block 6, a pressing screw 7, a rotary pressing plate 8 and a handle 9.
[0027] The base is a supporting part, with a square shape, and a threaded hole is designed on the left and right sides for fixing the pillar.
[0028] The material of the upper and lower blocks is CrWMn, the lower block is fixed on the base, the center of the lower block ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More