

Emulsified liquid total flow setting method during cold rolling of double-rack six-roller mill
A technology of six-high rolling mill and setting method, which is applied in the direction of contour control, etc., and can solve the problems that the rolling stability of the strip shape and surface quality cannot be guaranteed at the same time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 1 example
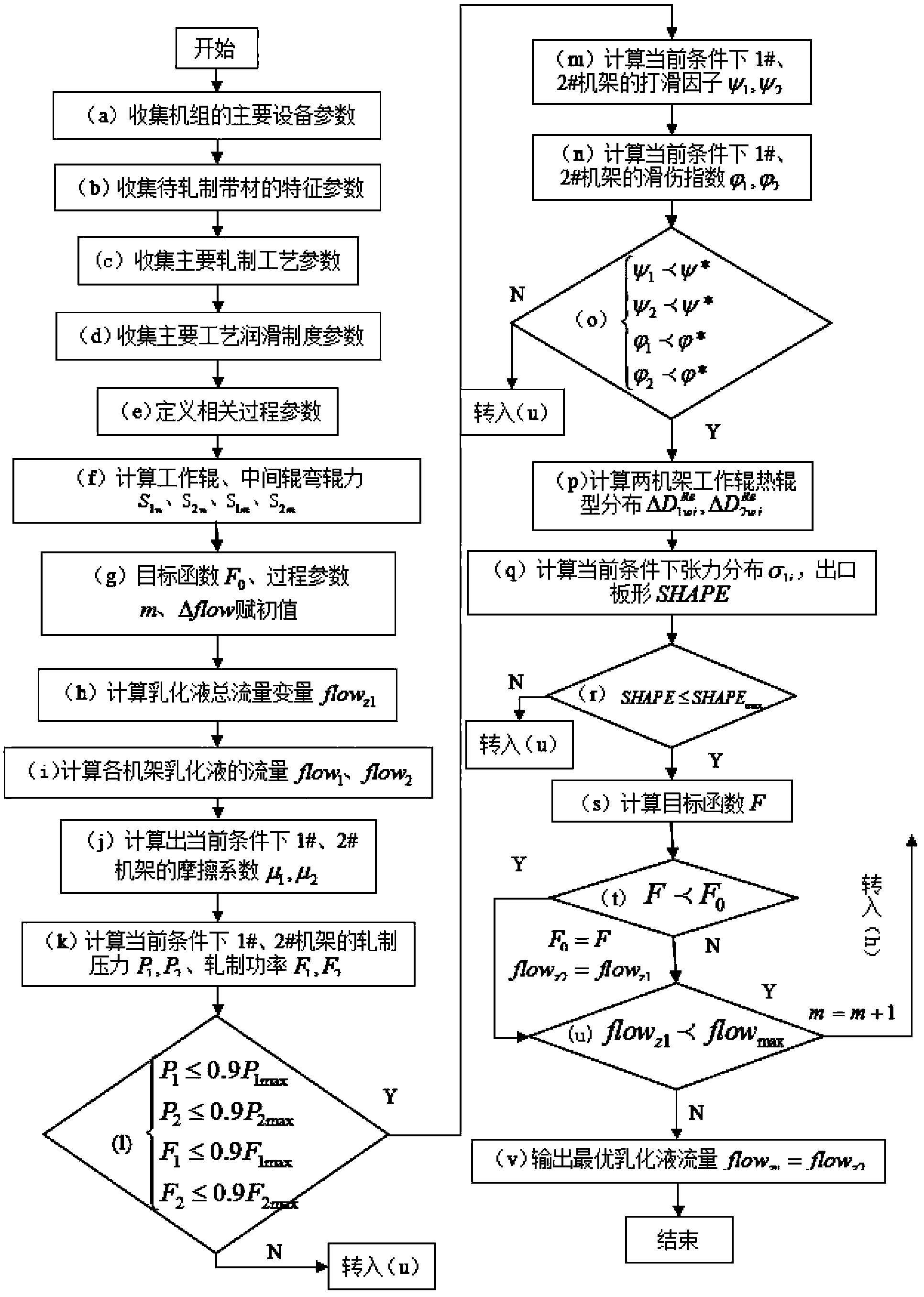
[0069] figure 2 It is a general calculation block diagram of the method for setting the total flow rate of the emulsion in the cold rolling of high-grade automobile plates in a double-stand six-high rolling mill according to the present invention. Taking a certain double-stand 1420 rolling mill as an example, with the help of figure 2 to describe the rolling reduction setting process for high-grade automotive sheet of a specific specification.
[0070] First, in step 1, the main equipment parameters of the two-stand six-high rolling mill to be optimized are collected, mainly including the working roll diameter D of the 1# and 2# stands w1 =420mm, D w2 =400mm; 1# and 2# frame intermediate roller diameter D m1 =500mm, D m2 =500mm; 1# and 2# frame support roller diameter D b1 =1200mm, D b2 =1200mm; 1# and 2# frame work roll body length L w1 =1350mm, L w2 =1350mm; 1# and 2# middle roller body length L m1 =1510mm, L m2 =1510mm; the length L of the roller body of the 1# ...
no. 2 example
[0096] In order to further illustrate the implementation process of this patent, taking a certain double-stand 1550 rolling mill as an example, with the help of figure 2 to describe the rolling reduction setting process for high-grade automotive sheet of a specific specification.
[0097] First, in step 1, the main equipment parameters of the two-stand six-high rolling mill to be optimized are collected, mainly including the working roll diameter D of the 1# and 2# stands w1 =450mm, D w2 =430mm; 1# and 2# frame intermediate roller diameter D m1 =520mm, D m2 =520mm; 1# and 2# frame support roller diameter D b1 =1100mm, D b2 =1100mm; 1# and 2# frame work roll body length L w1 =1460mm, L w2 =1460mm; 1# and 2# middle roller body length L m1 =1620mm, L m2 =1620mm; the length L of the roller body of the 1# and 2# rack support rollers b1 =1460mm, L b2 =1460mm; the distance between 1# and 2# frame work roll bending cylinder l w1 =2600mm, l w2 =2600mm; distance between 1# ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| The average thickness | aaaaa | aaaaa |
| Elastic modulus | aaaaa | aaaaa |
| The average thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More