

Forging mould and forming die of forging mould
A molding die and die technology, applied in forging/pressing/hammer devices, forging/pressing/hammering machinery, manufacturing tools, etc., can solve the problems of low processing efficiency, increased scrap rate of parts and low material utilization, etc. Achieve the effect of speeding up processing efficiency and improving processing accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
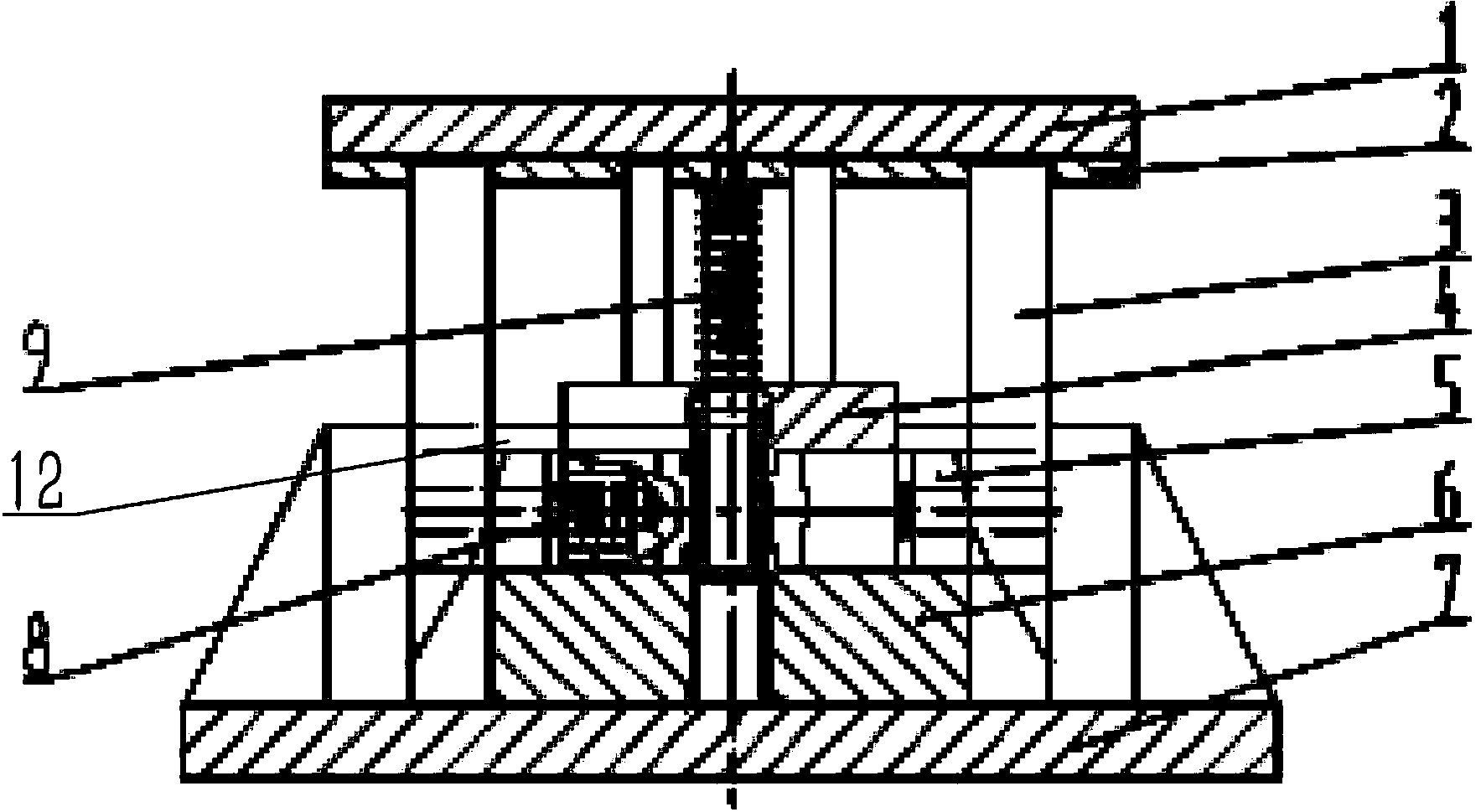
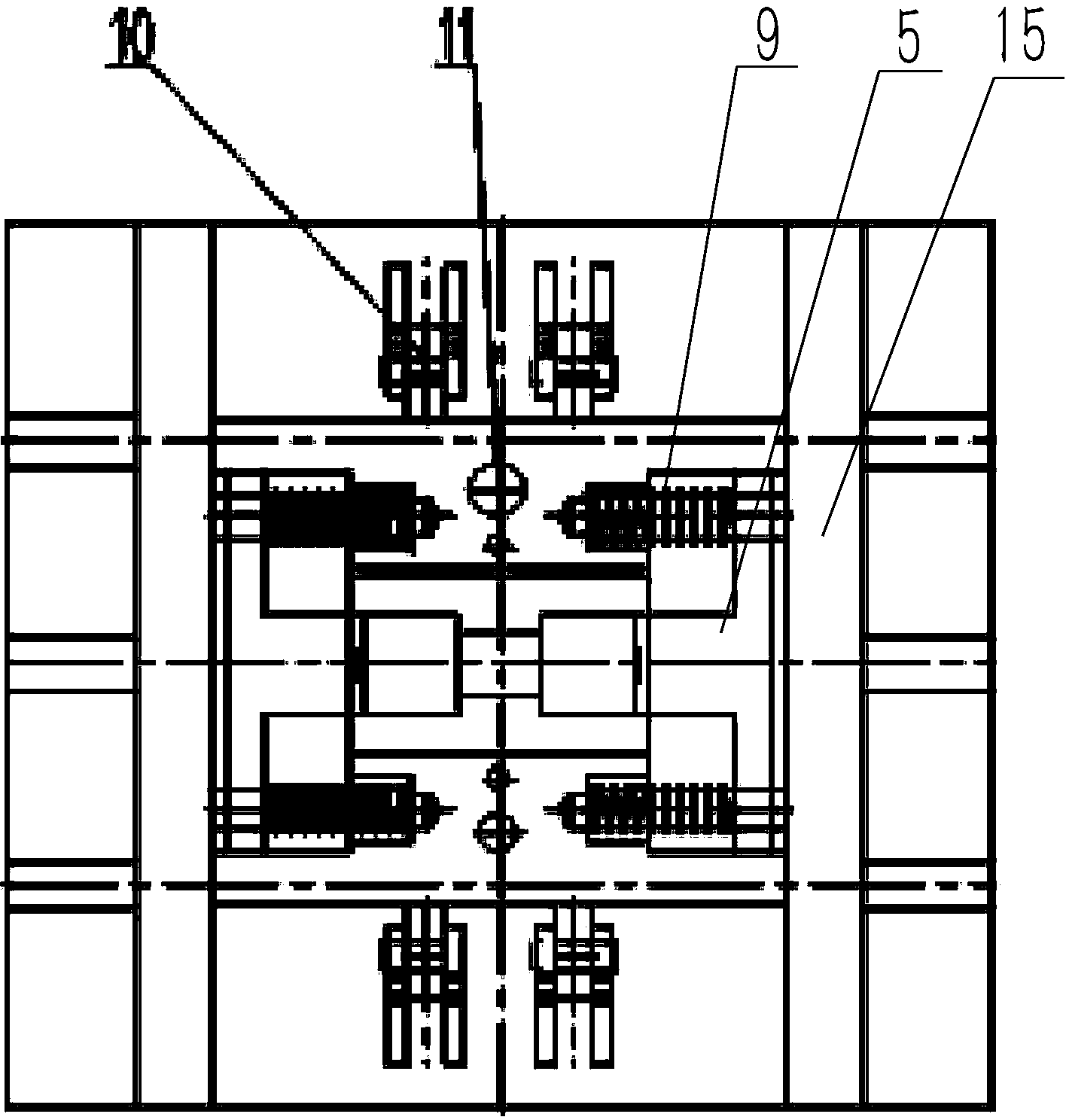
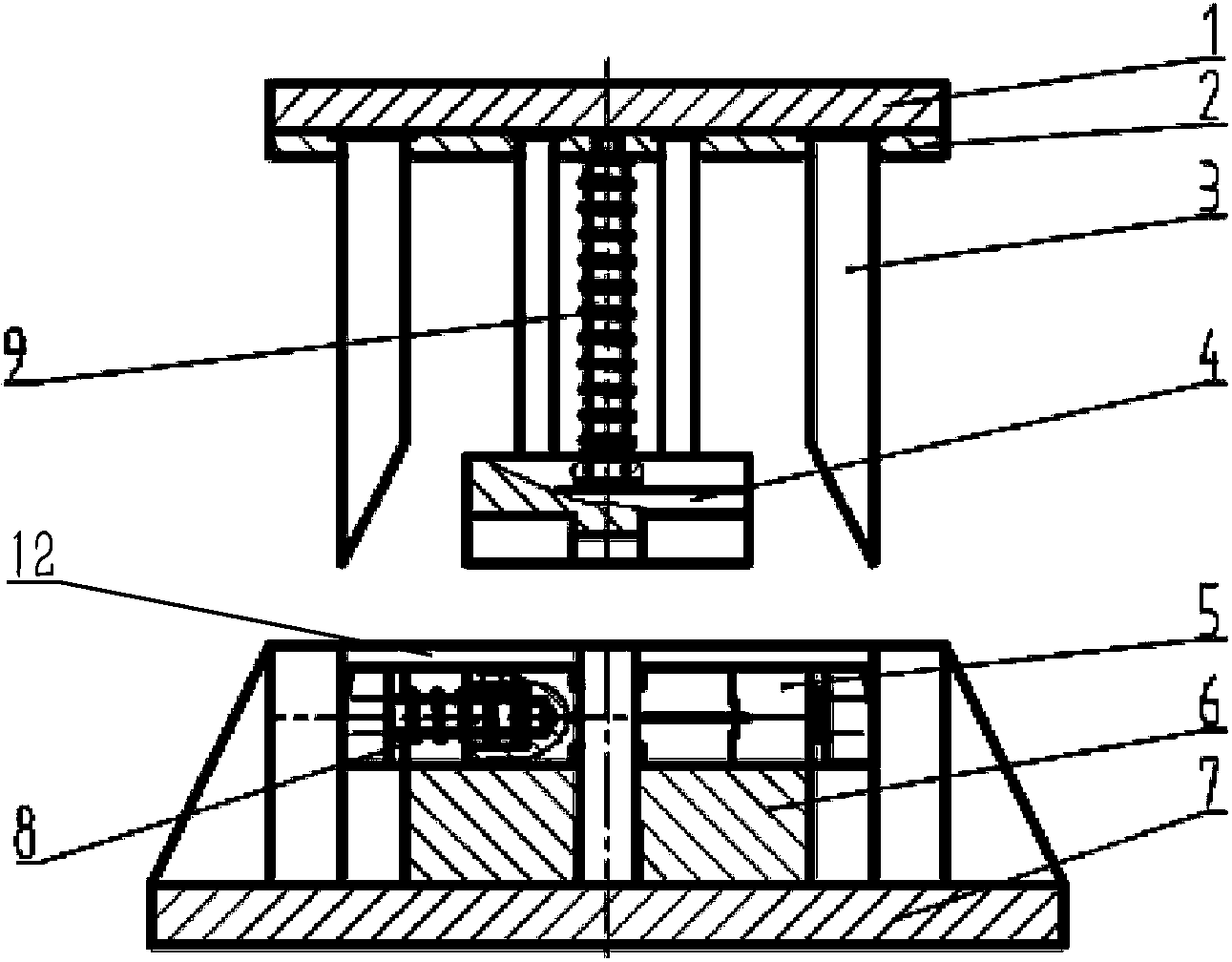
[0028] The embodiment of forging die among the present invention: as Figure 1 to Figure 11 As shown, the forging die is a mold device applied to the plastic forming of metal parts of a rotating body with a small shape in the middle and large ends. It consists of two parts: a forming die and a pressing die. The forging and pressing of the bar is realized by relative pressing. Forming mold is mainly made of main mold body and mold core 5 assembled on it, lockset 10, and compression mold is mainly made of wedge-shaped part 3 and upper mold 4 assembled on pressing plate 2 and its underside. The main mold body is composed of the bottom plate 7 and the upper mold 4 fixed on it. The upper mold 4 and the lower mold 6 are oppositely provided with a semi-cylindrical mold cavity 13. The mold cavity 13 is a necking cavity with wide left and right ends and a narrow middle part. , that is, the mold cavity 13 is divided into a wide section at the left and right ends and a thin section in t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More