

Welding method for hydraulic support base needling
A technology of hydraulic support and welding method, which is applied to welding equipment, arc welding equipment, workpiece edge parts, etc., which can solve the problems of weak load-bearing capacity of plug welds, large welding stress, and large welding volume of plug welds, so as to improve the bearing capacity ability and anti-fatigue performance, reduced chance of welding defects, improved safety and life
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
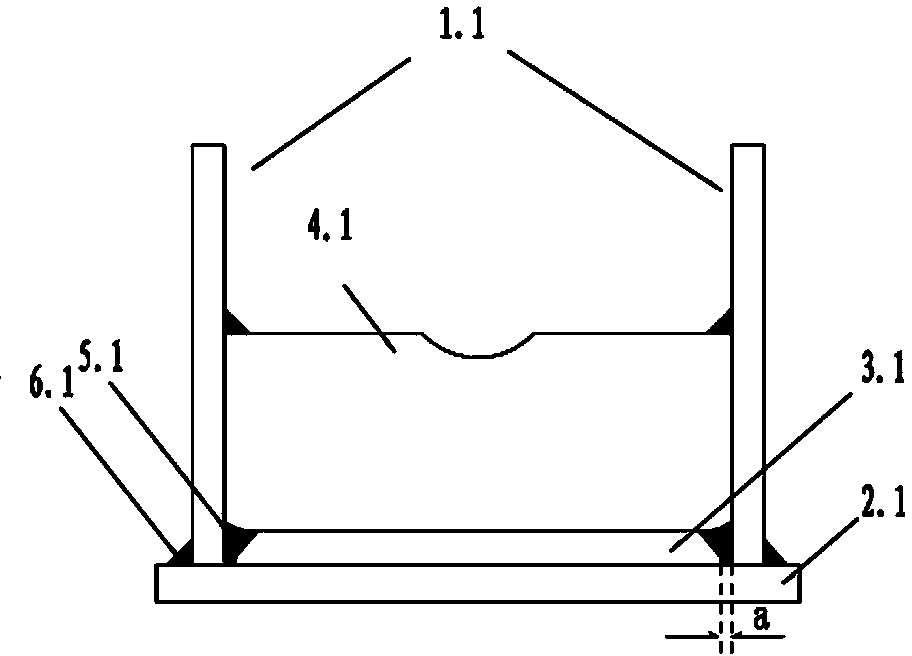
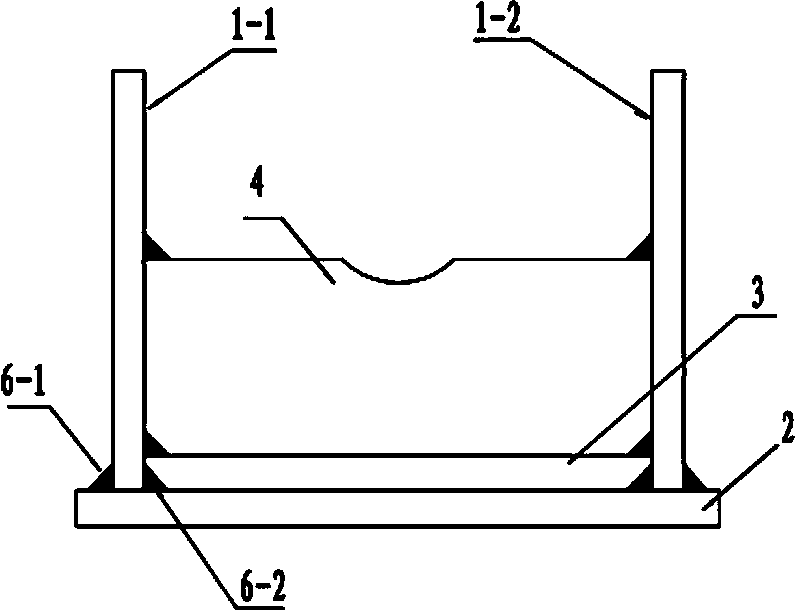
[0013] Such as figure 2 , 3 As shown, the welding method of the column socket of the hydraulic support base of the present invention is carried out according to the following steps:
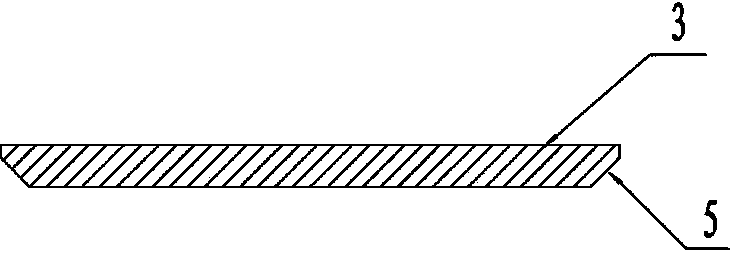
[0014] The first step is to prepare the left and right main ribs 1-1 and 1-2 according to the size of the design drawing, the bottom plate 2, the backing plate 3, and the column socket 4. The width of the backing plate 3 is equal to the width of the column socket 4, and the backing plate 3 corresponds to the The two sides of the left and right main ribs 1-1 and 1-2 are respectively opened with 20mm Groove 5 of 45°;
[0015] The second step is to use carbon dioxide gas shielded welding to tailor weld the 18mm fillet welds 6-1 and 6-2 connecting the two main ribs 1-1 and 1-2 with the bottom plate 2, and then place the 20mm fillet welds of the backing plate 3 The 45° groove 5 faces the bottom plate 2 to assemble the backing plate 3. When the backing plate 3 is assembled, the 18mm fillet weld 6...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More