

Welding method of column socket of hydraulic support base
A technology of hydraulic support and welding method, which is applied in welding equipment, arc welding equipment, edge parts of workpieces, etc., can solve the problems of weak plug weld bearing capacity, large welding stress, and large plug weld welding volume, etc., so as to improve the bearing capacity. capacity and fatigue resistance, reduction in the probability of welding defects, improved safety and longevity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
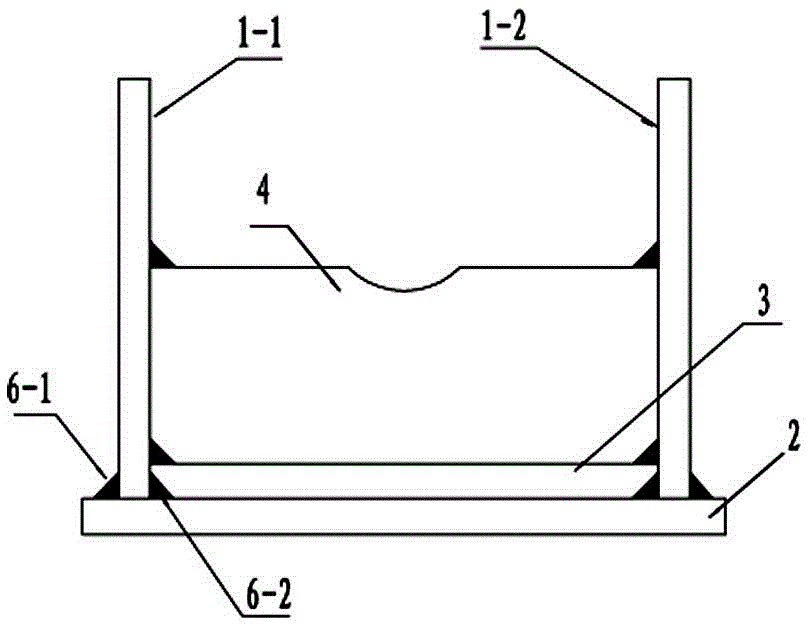
[0013] Such as figure 2 , 3 As shown, the welding method of the column socket of the hydraulic support base of the present invention is carried out according to the following steps:
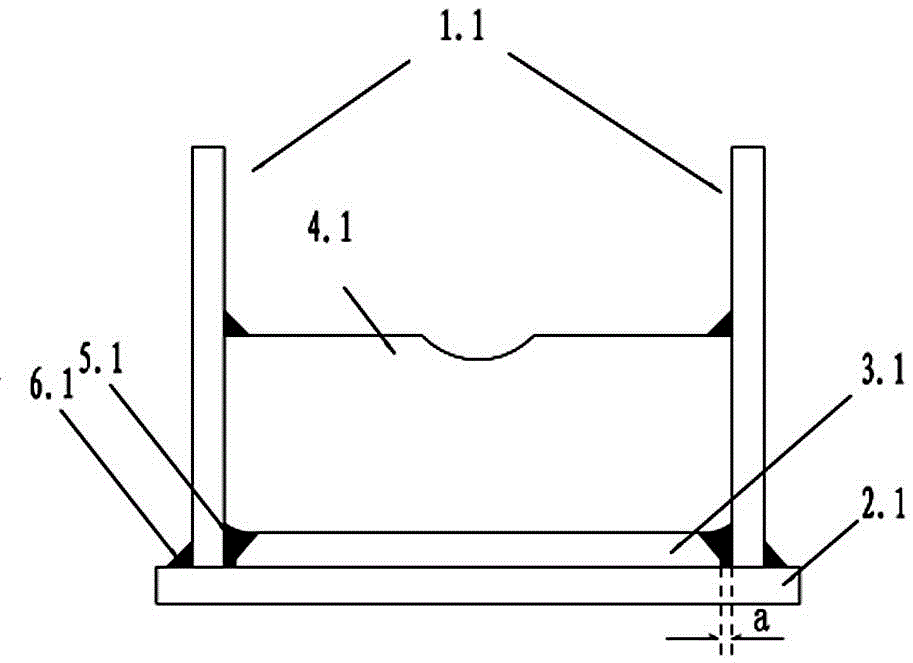
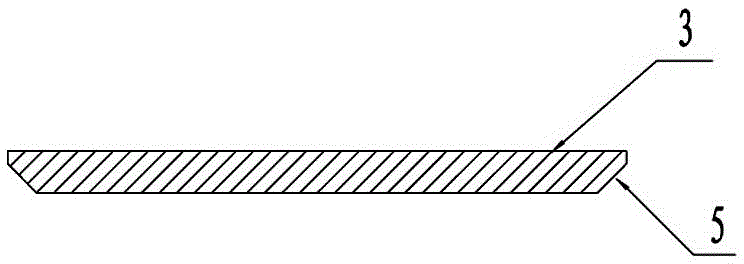
[0014] The first step is to prepare the left and right main ribs 1-1 and 1-2 according to the size of the design drawing, the bottom plate 2, the backing plate 3, and the column socket 4. The width of the backing plate 3 is equal to the width of the column socket 4, and the backing plate 3 corresponds to the The two sides of the left and right main ribs 1-1 and 1-2 are respectively provided with grooves 5 of 20mm×45°;
[0015] The second step is to use carbon dioxide gas shielded welding to tailor weld the 18mm fillet welds 6-1 and 6-2 connecting the two main ribs 1-1 and 1-2 with the bottom plate 2, and then place the 20mm×45° groove 5 of the backing plate 3 Assemble the backing plate 3 toward the bottom plate 2. When assembling the backing plate 3, avoid the 18mm fillet weld 6-2 between the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More