

Bolt machining all-in-one machine
An all-in-one machine and bolt technology, which is applied to bolts, metal processing equipment, manufacturing tools, etc., can solve the problems of low bolt processing efficiency and affect the batch production of bolts, and achieve batch processing, high automation, and processing efficiency. high effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
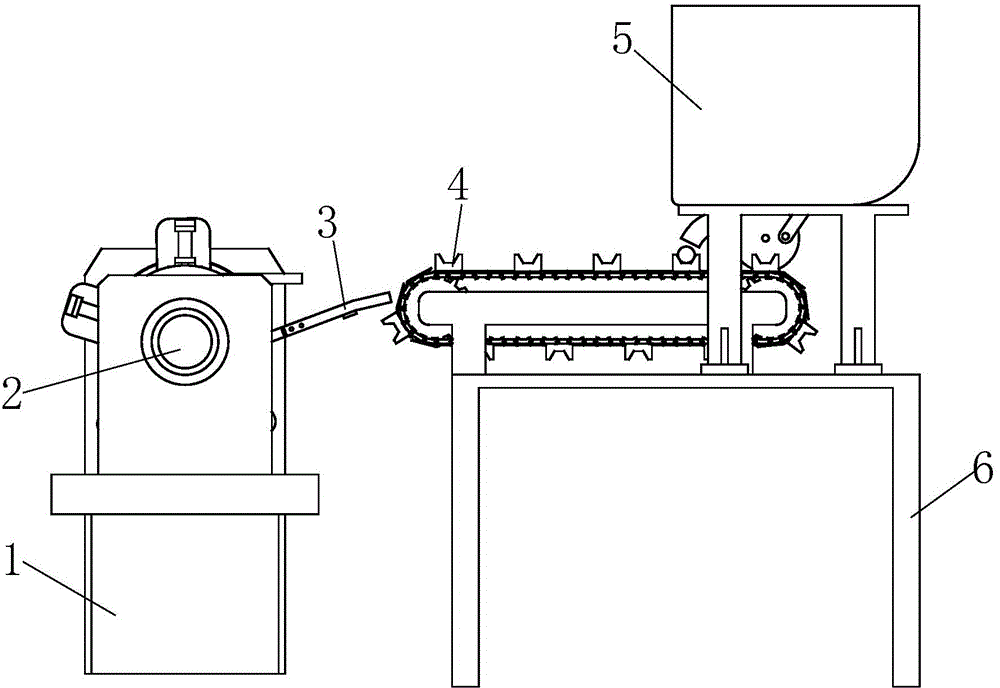
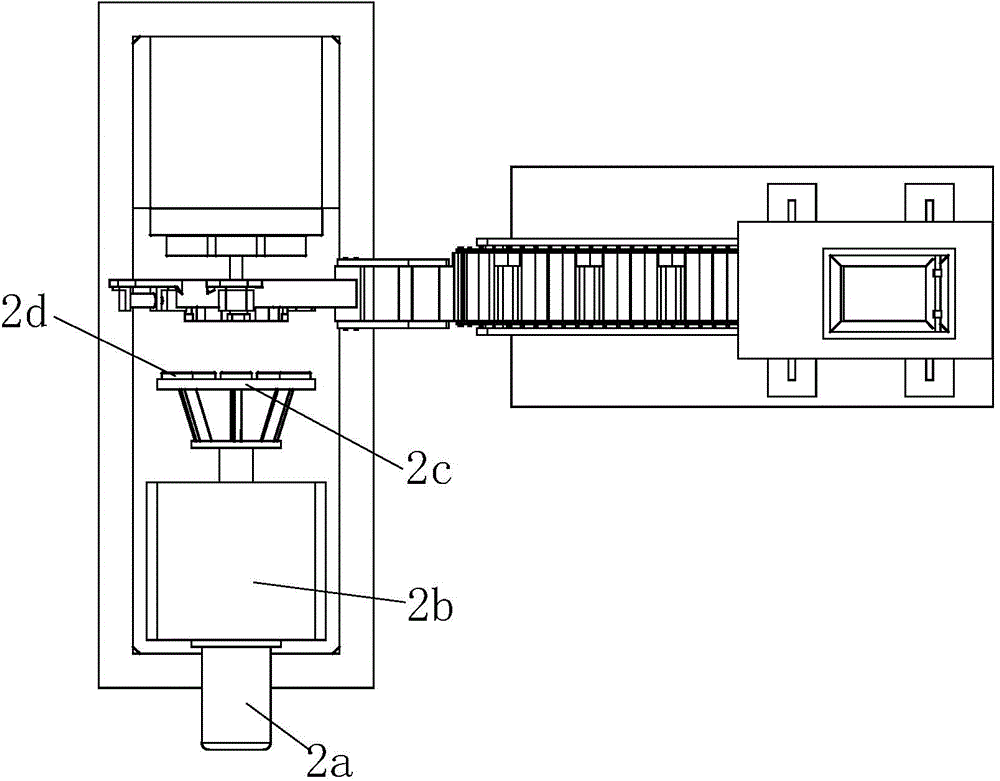
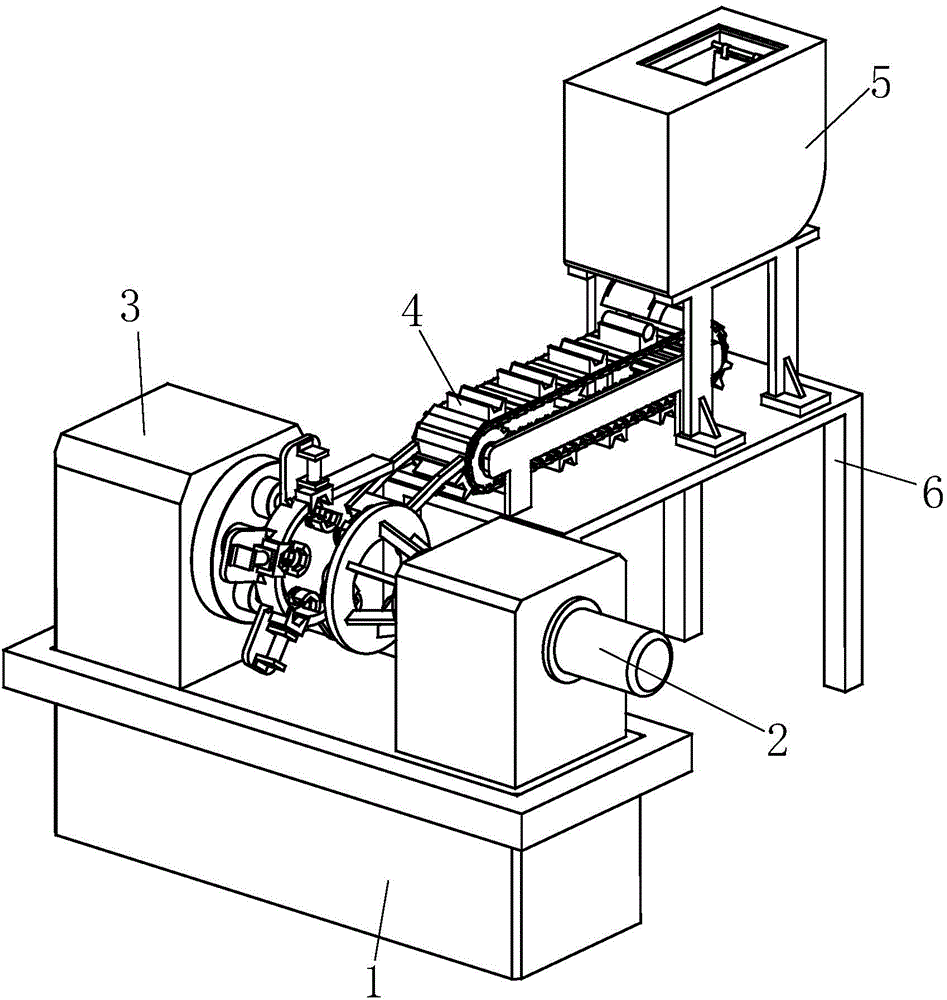
[0032] In order to make the technical means, creative features, goals and effects achieved by the present invention easy to understand, the present invention will be further elaborated below.
[0033] like Figure 1 to Figure 16As shown, a bolt processing integrated machine includes a frame 1, a stamping device 2, a reclaiming mold seat 3, a conveying device 4, a single material conveyor 5 and a workbench 6, and the single material conveyor 5 is fixed on the workbench 6, the conveying device 4 is located at the lower left of the single material conveyor 5, and the conveying device 4 is fixed on the upper left end of the workbench 6, the frame 1 is vertically arranged with the workbench 6, and the take-off The material mold seat 3 is located on the left side of the conveying device 4, and the taking-out mold seat 3 is fixed on the upper rear end of the frame 1, and the stamping device 2 is positioned directly in front of the taking-out mold seat 3, and the stamping device 2 is ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More