

Preparation method of high-strength hot galvanizing Q&P steel
A hot-dip galvanizing, high-strength technology, applied in hot-dip galvanizing process, coating, metal material coating process, etc., can solve the problems of reducing the amount of paralyzed, destroying the strong plastic accumulation and formability of steel plates, and achieving cost savings , excellent mechanical properties, the effect of simplifying the production process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0027] A preparation method of high-strength hot-dip galvanized Q&P steel, comprising the steps of:
[0028] S1, low-carbon alloy steel is made into ready-to-use steel piece, and the chemical composition weight percentage of this low-carbon alloy steel is:
[0029] C: 0.1-0.51%; Al: 1.0-2.5%; Si: 0-2.0%; Mn: 0-1.5%; Cr: 0-1.1%; Ni: 0-3.0%; V: 0-0.2%; Mo : 0~0.7%; Nb: 0~0.05%; P≤0.015%; S≤0.005%; N≤0.006%; O≤30ppm; the balance is Fe and unavoidable impurities;
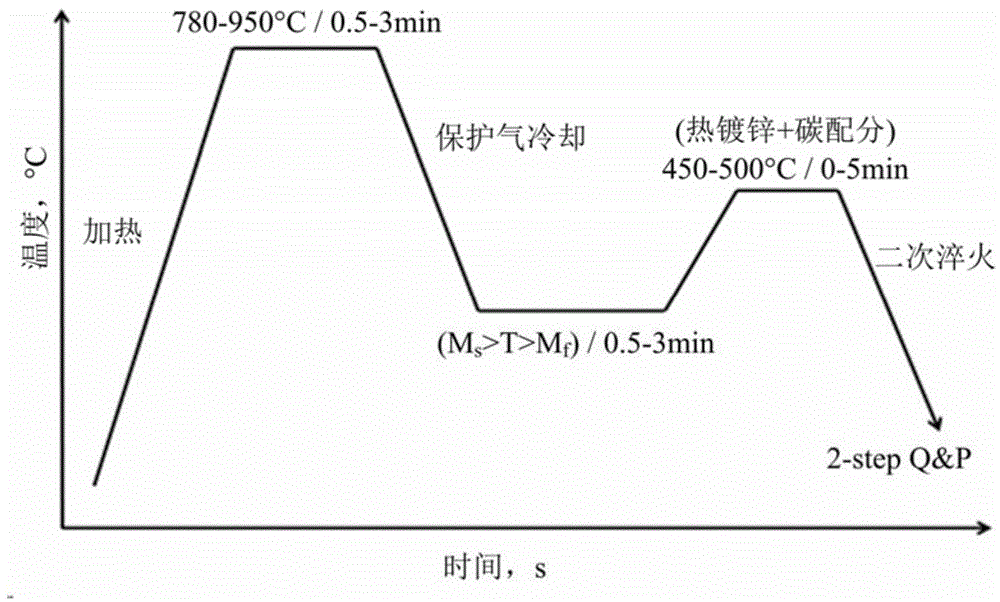
[0030] S2. Heat the steel piece to be used in a vacuum high-temperature furnace to austenitizing temperature 780°C-950°C, and keep it warm for 3-5 minutes; in a cooling chamber using nitrogen or argon as a protective gas, it is cooled to M after one quenching s Dot and M f Between points, keep warm for 0.5 to 3 minutes, and the cooling rate for primary quenching is not less than 10°C / s;
[0031] S3. After one heating, the heating rate is 10°C / s, heating to 450°C-500°C, carrying out partitioning treatment, keeping the...
Embodiment 1
[0034] The chemical composition of selected low-carbon alloy steel is calculated by weight percentage: C: 0.21%; Al: 2.0%; Si: 0.8%; Mn: 0.20%; Cr: 1.0%; Ni: 2.86%; Mo: 0.31%; V : 0.08%; Nb: 0.04%; S: 0.0007%; P: 0.006%, and the rest are Fe and unavoidable impurities.
[0035] The preparation method comprises the following steps:
[0036]S1, making the low-carbon alloy steel of the above composition into a ready-to-use steel piece;
[0037] S2. Heat the steel piece to 900°C in a vacuum high-temperature furnace and keep it warm for 5 minutes; in the cooling chamber where the protective gas is nitrogen, cool the steel piece to 330°C at a cooling rate of 10°C / s, that is, M s with M f Between temperatures, keep warm for 60s;
[0038] S3. Heat the steel piece to 460°C at a heating rate of 10°C / s, and immerse it directly and quickly (that is, when holding for 0 minutes) into a constant temperature galvanizing tank at 460°C for dipping and partitioning treatment, and the holding t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More