

Motor rotor assembling process
An assembly process and motor rotor technology, applied in the manufacture of stator/rotor body, etc., can solve problems such as loss of magnetization, termination of stator and rotor, and loss of permanent magnets, so as to improve performance and life, avoid excessive temperature rise, and prevent foreign matter from entering Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
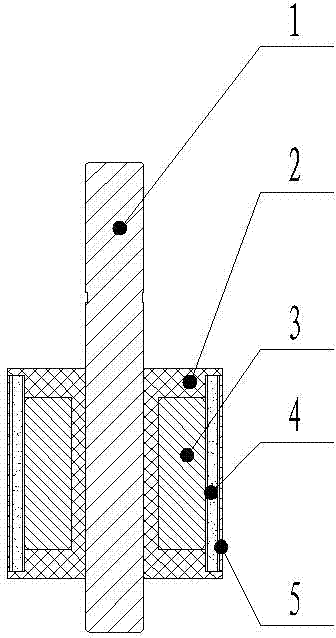
[0011] The assembly of the motor rotor of the present invention adopts a special tooling fixture, and the rotor iron core 3 is fixed in the middle of the fixture, and the aluminum ring 5, which can also be a stainless steel ring, is fixed on the fixture, and the rotor core 3 is guaranteed by the fixture. The concentricity with the aluminum ring 5, because the rotor core 3 is formed by high-speed stamping superposition or precision machining, and the aluminum ring 5 is formed by precision stretching, so the matching dimensions of the rotor core 3 and the aluminum ring 5 The tolerance can be controlled within a relatively small precision range, for example: the tolerance of the outer diameter of the rotor core 3 is φ25-0.015mm, and the tolerance of the inner diameter of the aluminum ring 5 is φ29-0.02mm. After the rotor core 3 and the aluminum ring 5 are fixed by the fixture, the concentricity can be guaranteed, basically within the tolerance range of 0.05mm. After the magnetic ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More