

Pressure die used for dust-free drawing aluminum-coated steel
A pressure mold and pressure mold technology, applied in the field of pressure molds for dust-free drawing of aluminum-clad steel, can solve the problems of enlargement, waste of manpower and material resources, etc., and achieve the effects of prolonging the life of the mold, saving costs, and reducing costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
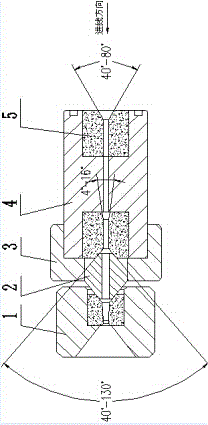
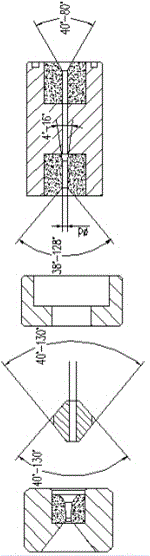
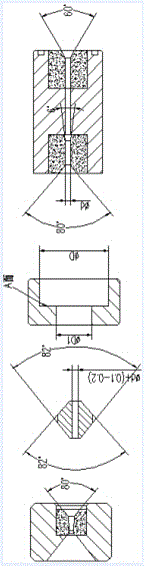
[0022] Such as Figure 4 As shown, the pressure die 4 is cylindrical, and hard alloy 5 is installed at both ends of the pressure die 4. The angles of the inner holes of the hard alloy 5 at one end are 60o in the direction of the line respectively, and the angles of the inner holes of the hard alloy 5 at the other end are respectively 60o. The angle of the incoming wire direction is 6°, and the angle of the outgoing wire direction of the cemented carbide 5 at the other end is 80°. A transition joint 2 is installed between the cylindrical pressure die 4 and the wire drawing die 1. The transition joint 2 is olive-shaped. In order to ensure that the transition joint and the wire drawing die are firmly connected and the lubricating medium does not leak, the two ends of the transition joint 2 are The taper is set to 82o. The inner hole diameter of the transition joint 2 is 0.10-0.20mm larger than the inner hole diameter of the pressure mold 4 . In order to ensure the coaxiality of...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More