

Hot rolled strip steel load distribution method giving consideration to rolling energy consumption and good strip shape
A load distribution, hot-rolled strip technology, applied in the field of control, can solve problems such as long calculation time, unfavorable shape control accuracy and rolling stability, difficulty in meeting real-time requirements, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
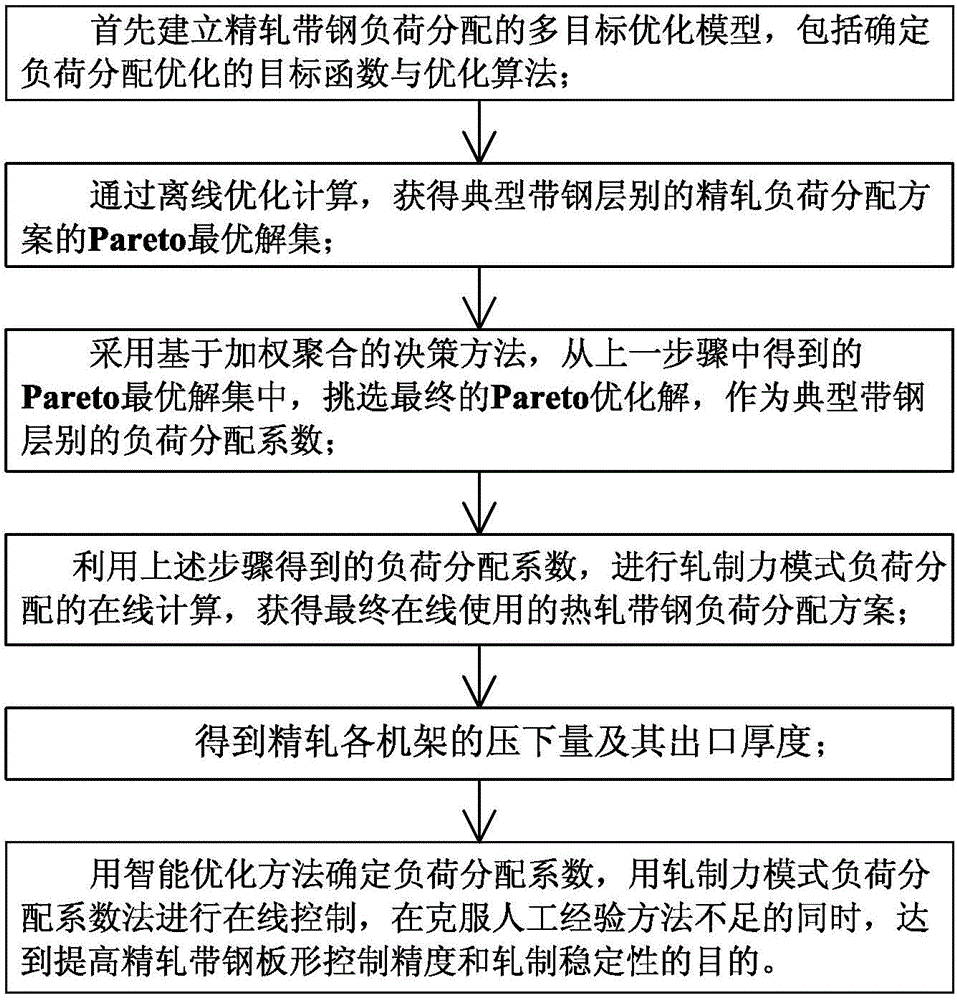
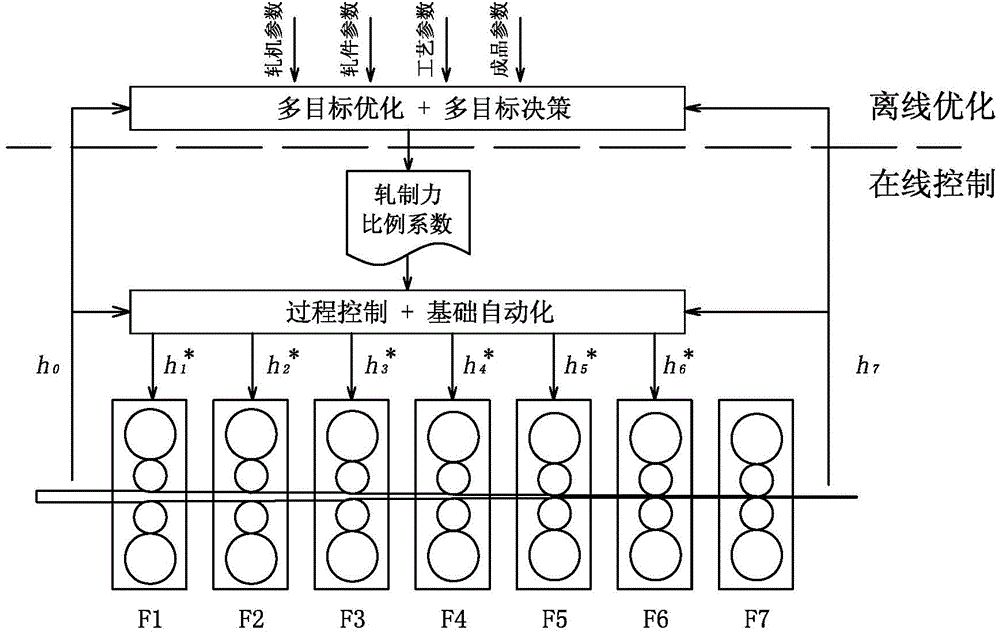
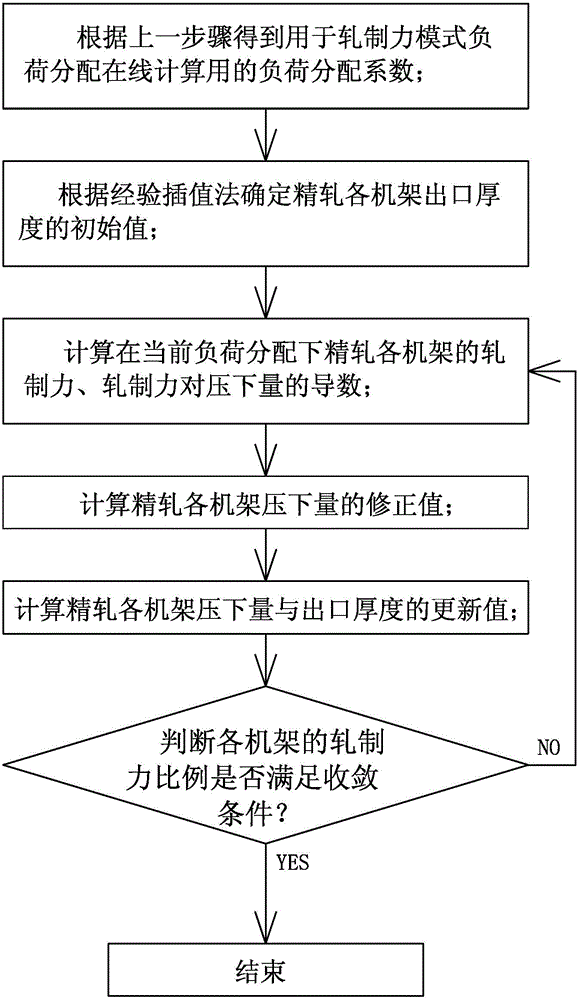
Method used
Image

Examples
Embodiment
[0173] Select a typical carbon steel as an example, the steel type is Q235B, the strip width is 1244mm, and the intermediate billet thickness h 0 is 42.6mm, the final rolling target thickness h n is 3.38mm, the target crown is 40um, and the number n of finishing stands is 7.
[0174] Selection of model parameters in formula (3): a=40, b=1.86.
[0175] The multi-objective optimization model shown in formula (5) is carried out on the carbon steel, and the non-dominated sorting genetic algorithm (NSGA-Ⅱ) of the elitist strategy is used to solve it.
[0176] In the NSGA-II algorithm, the number of populations is 100, and the maximum number of iterations is 40. After 40 iterative calculations, the Pareto optimal solution set of the strip finish rolling load distribution can be obtained, Figure 4 is the change of the objective function with the number of iterations.
[0177] It can be seen from the figure that after 20 iterations, the two objective functions begin to stabilize....
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More