

Method for casting bearing cap on subway locomotive by using sand faced permanent iron molding technology
A sand-covered iron mold and bearing cover technology, which is applied to casting molding equipment, molds, cores, etc., can solve the problems of slow cooling speed of castings, non-dense internal structure, large machining allowance of castings, etc., and achieve stable production process , compact internal structure and reduced machining cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0038] A method for casting an upper bearing cap of a subway locomotive by adopting an iron mold sand-covering process, comprising the following steps:
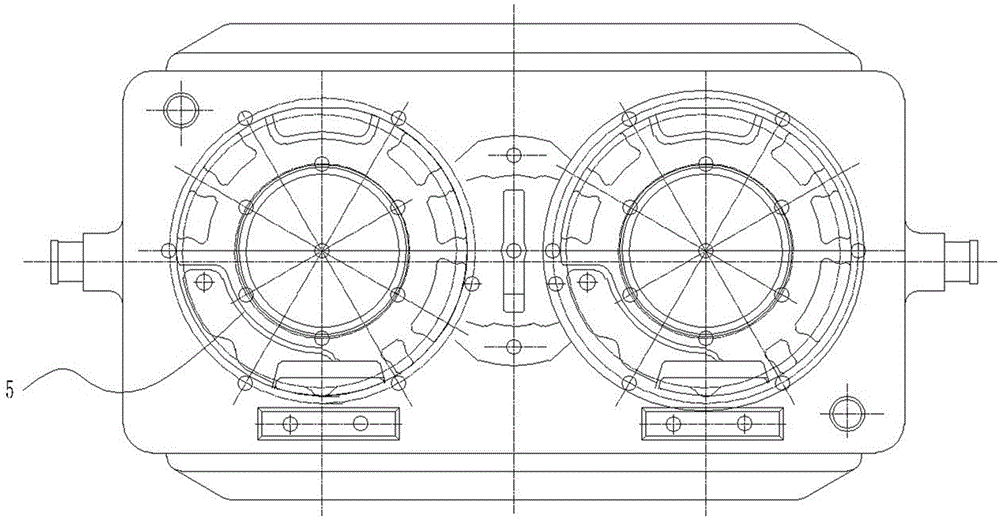
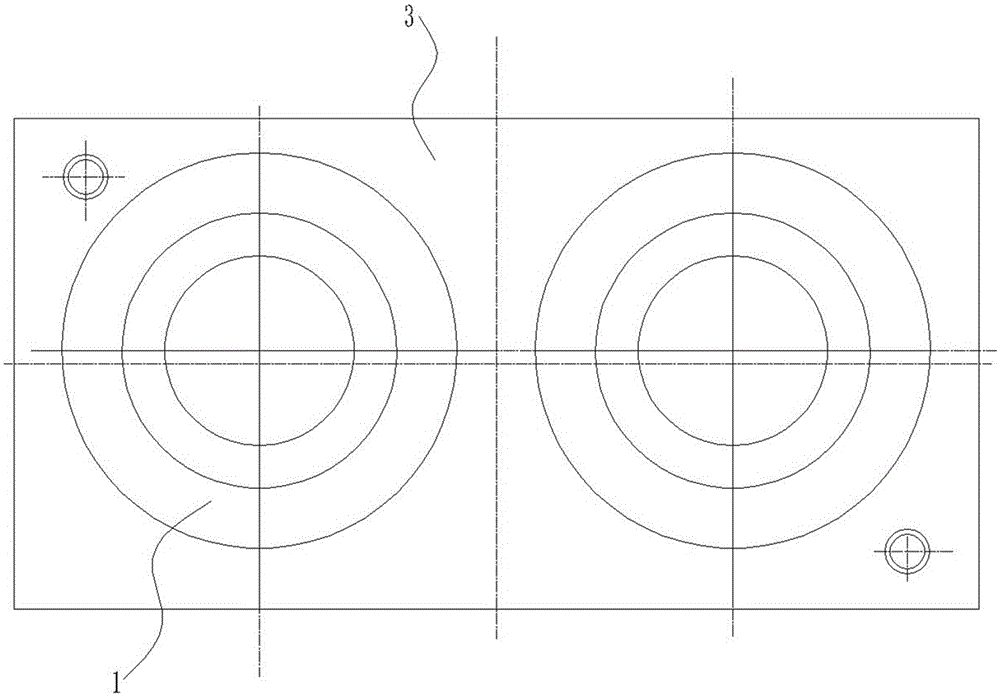
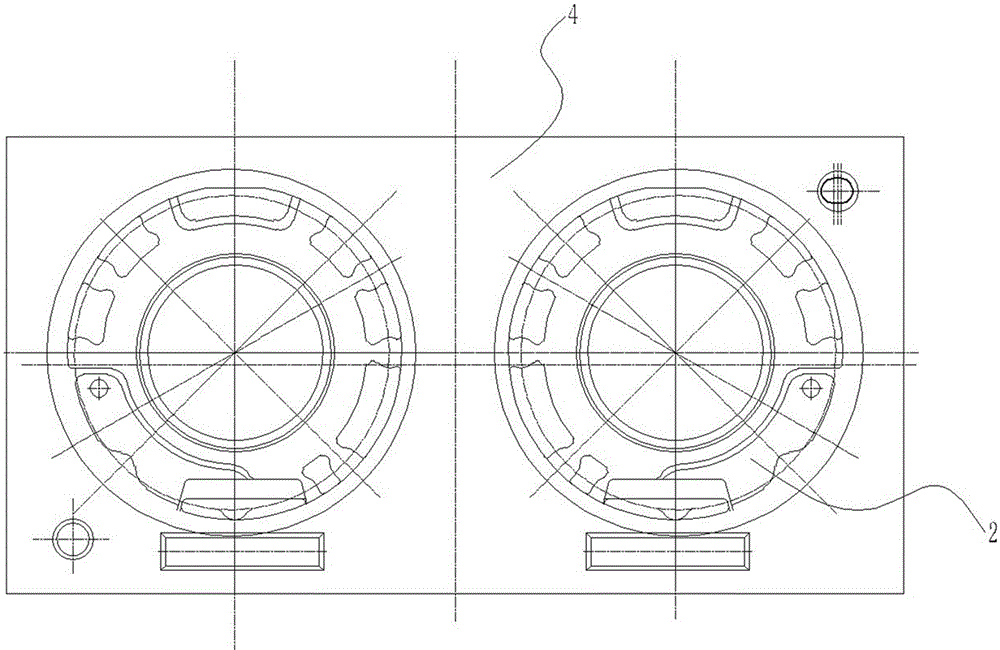
[0039] (1) Design and manufacture a set of upper and lower models that are completely consistent with the shape of the upper bearing cap of the subway locomotive as a master mold. The master mold includes the designed and manufactured bearing cap tooling mold, core box, pouring system, heating plate and base. Such as figure 2 , image 3 , Figure 6-9 As shown, the upper mold 1 is fixed on the upper mold plate 3, and the lower mold 2 is fixed on the lower mold plate 4. Two upper molds 1 are arranged side by side on the upper mold plate 3, and two upper molds 1 are arranged side by side on the lower mold plate 4. Two lower models 2, which can improve the efficiency of machining castings. The upper mold plate 3 and the lower mold plate 4 are respectively provided with exhaust valves for exhausting, so as to facilitate the di...
Embodiment 2
[0042] A method for casting an upper bearing cap of a subway locomotive by adopting an iron mold sand-covering process, comprising the following steps:
[0043] (1) Design and manufacture a set of upper and lower models that are completely consistent with the shape of the upper bearing cap of the subway locomotive as a master mold. The master mold includes the designed and manufactured bearing cap tooling mold, core box, pouring system, heating plate and base. Such as figure 2 , image 3 , Figure 6-9 As shown, the upper mold 1 is fixed on the upper mold plate 3, and the lower mold 2 is fixed on the lower mold plate 4. Two upper molds 1 are arranged side by side on the upper mold plate 3, and two upper molds 1 are arranged side by side on the lower mold plate 4. Two lower models 2, which can improve the efficiency of machining castings. The upper mold plate 3 and the lower mold plate 4 are respectively provided with exhaust valves for exhausting, so as to facilitate the di...
Embodiment 3
[0046] A method for casting an upper bearing cap of a subway locomotive by adopting an iron mold sand-covering process, comprising the following steps:
[0047] (1) Design and manufacture a set of upper and lower models that are completely consistent with the shape of the upper bearing cap of the subway locomotive as a master mold. The master mold includes the designed and manufactured bearing cap tooling mold, core box, pouring system, heating plate and base. Such as figure 2 , image 3 , Figure 6-9 As shown, the upper mold 1 is fixed on the upper mold plate 3, and the lower mold 2 is fixed on the lower mold plate 4. Two upper molds 1 are arranged side by side on the upper mold plate 3, and two upper molds 1 are arranged side by side on the lower mold plate 4. Two lower models 2, which can improve the efficiency of machining castings. The upper mold plate 3 and the lower mold plate 4 are respectively provided with exhaust valves for exhausting, so as to facilitate the di...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| surface roughness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More