Plate strip rolling thickness control method based on mill spring characteristic curve
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A technology of characteristic curve and rolling mill bounce, applied in rolling mill control devices, metal rolling, metal rolling, etc., can solve problems such as thickness control error adjustment, wrong adjustment, inaccurate thickness control, etc.
Inactive Publication Date: 2015-12-09
TAIYUAN UNIVERSITY OF SCIENCE AND TECHNOLOGY
View PDF6 Cites 13 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
[0013] The prerequisite for the thickness gauge AGC to calculate the thickness by using the rolling mill bounce equation is that the rolling mill bounce equation is an accurate linear equation, that is, the rolling mill stiffness coefficient K m It is a constant under different rolling forces, but because there are gaps between parts of the rolling mill and bearings, etc., the bouncing amount of the rolling mill and the rolling force must have a nonlinear relationship
This will cause wrong adjustment of thickness control, and even wrong direction of roll gap adjustment.
So far, when the traditional thickness gauge AGC is used for control, there is often a large difference between the calculated thickness deviation and the actual thickness deviation or even the opposite sign, resulting in inaccurate or even wrong adjustment of the thickness control
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0061] Select rolling steel grade: Q345
[0062] Incoming material width 1250mm, incoming material thickness 10.95mm, outlet thickness 8.45mm, rolling speed 7.5m / s
[0063] Rolling mill stiffness M = 6500kN / mm, strip plastic coefficient Q = 8250kN / mm,
[0066] P st =600kN, P s =200kN, η=0.0001, ε=1000mm.
[0067] The thickness gauge AGC control parameters and methods based on the above conditions are as follows:
[0068] (1), the relevant data of rolling mill and strip steel are input into computer, the rigidity factor M=6500kN / mm of rolling mill, the strip steel plastic coefficient Q=8250kN / mm; Determine the thickness control object proportional coefficient:
[0069] K = 1 + Q K m = 1 ...
Embodiment 2
[0080] Select rolling steel grade: Q235
[0081] Incoming material width 520mm, incoming material thickness 4.71mm, outlet thickness 3.95mm, rolling speed 9.0m / s
[0082] Rolling mill stiffness M = 3160kN / mm, strip plastic coefficient Q = 2850kN / mm,
[0085] P st =600kN, P s =200kN, η=0.0001, ε=450mm.
[0086] The thickness gauge AGC control parameters and methods based on the above conditions are as follows:
[0087] (1), the relevant data of rolling mill and strip steel are input into computer, the rigidity coefficient M=3160kN / mm of rolling mill, the strip steel plastic coefficient Q=2850kN / mm; Determine the thickness control object proportional coefficient:
[0088] K = 1 + Q K m = 1 + ...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Login to View More
Abstract
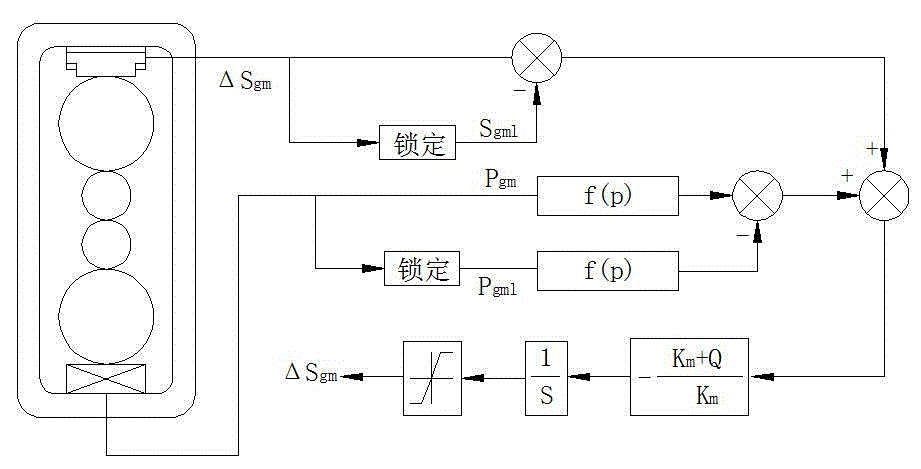
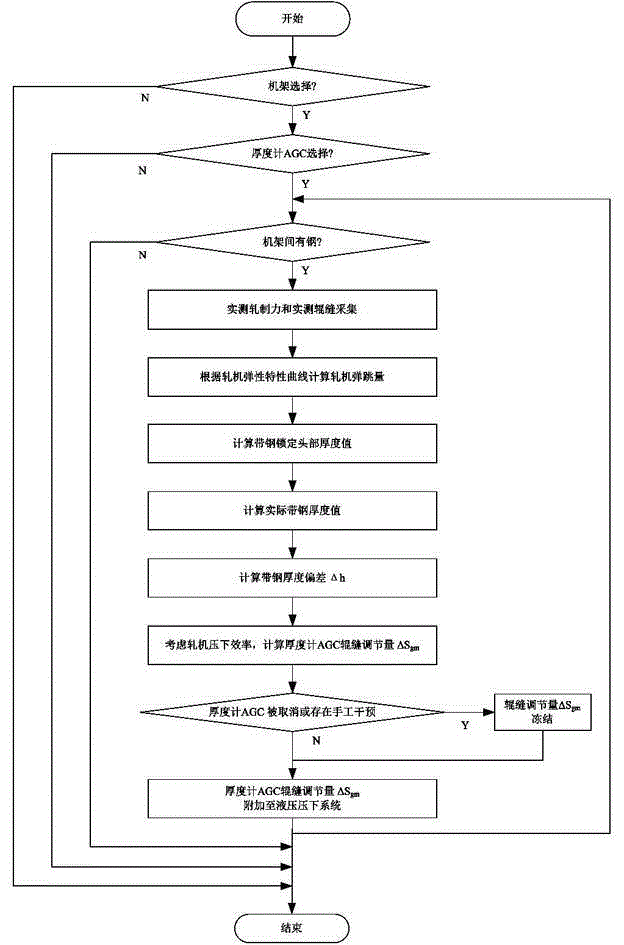
The invention discloses a plate strip rolling thickness control method based on a mill spring characteristic curve and belongs to the technical field of automatic control of plate strip rolling. The control method for determining thickness gage AGC (automatic gage control) comprises steps as follows: 1, inputting a stiffness coefficient Km of a mill and a plasticity coefficient Q of a plate strip, and determining a proportionality coefficient K of a thickness control object; 2, acquiring a rolled arch spring characteristic curve through a forced-contract experiment, regressing rolled piece spring curve according to off-line data, acquiring a total mill spring characteristic curve equation, and determining a mill spring amount Str; 3, determining a thickness deviation value delta h of a mill outlet according to actually measured rolling force, an actually measured roll seam, locking rolling force and a locking roll seam on the basis of the mill spring amount Str determined in the prior step and in the principle of thickness gage AGC of the mill spring characteristic curve; 4, determining an adjustment amount delta Sgm of thickness gage AGC with the consideration of the pressing efficiency of the mill. The influence of the stiffness coefficient of the mill on the spring equation is effectively avoided, and the thickness accuracy of plate strip rolling in the automatic control process is improved.
Description
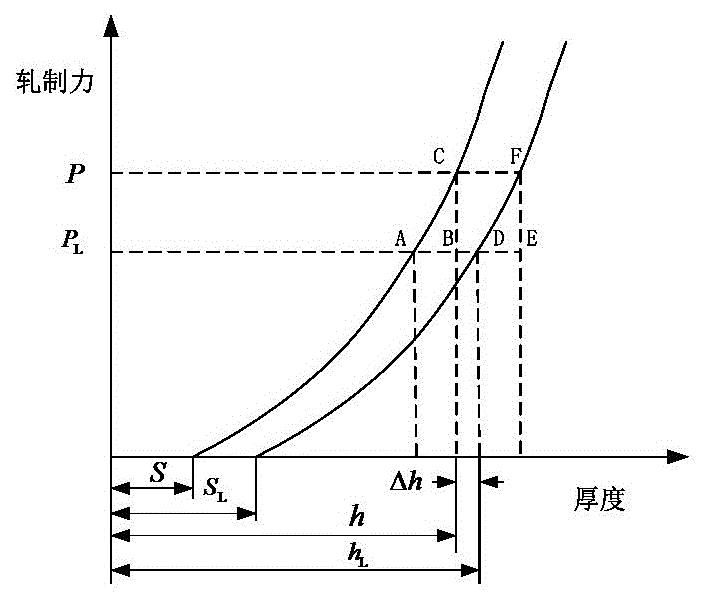
technical field [0001] The invention belongs to the technical field of strip rolling automatic control, in particular to a strip rolling thickness control method based on a rolling mill bounce characteristic curve. Background technique [0002] In the strip rolling process, including steel strip, aluminum strip, copper strip and other rolling processes, one of the most commonly used thickness control methods is to use the bounce equation to indirectly calculate the thickness of the deformation zone, and then adjust the hydraulic roll gap of the rolling millFeedback control of strip thickness, usually this thickness control method is called thickness gauge AGC (AutomaticGageControl). [0003] The basis of automatic thickness control is the elastic-plastic curve during rolling. The relationship between the calculated strip thickness h, the actual roll gap width S and the actual rolling force P is shown in the bounce equation: [0004] h = S ...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More  Login to View More
Login to View More