

Valve cover bolt hole lost mould and direct molding process thereof
A molding process and lost foam technology, which is applied to casting molding equipment, casting molds, cores, etc., can solve the problems of uneven wall thickness of the bolt table, affecting the appearance, and high cost, so as to reduce labor intensity and technical difficulty. Reduced processing cost and easy operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach
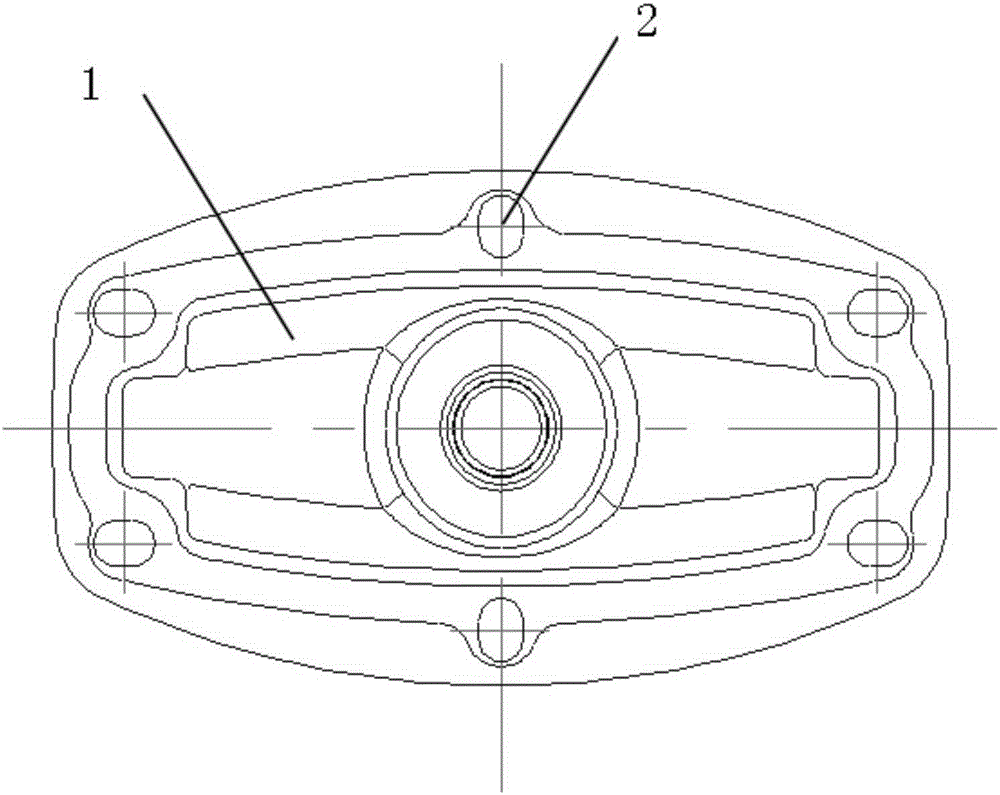
[0035] figure 1 Show the specific embodiment of the present invention: a bonnet bolt hole lost foam, including bonnet lost foam 1 and bolt holes 2, the bolt holes 2 are waist-shaped holes, bolt holes 2 are located in the bonnet lost foam 1, and the long side of the waist-shaped hole is arranged horizontally, the long side of the waist-shaped hole on both sides of the lost foam 1 of the valve cover is arranged vertically, and the wall thickness of the bolt hole 2 is 3mm, and the bolt hole 2 position accuracy is ±0.25mm.
[0036] In order to meet the requirement that the position of the bolt hole 2 is ±0.25mm, this requirement is not a problem for machining, but it is very strict for casting, so the bolt hole 2 is changed into a waist hole, which can effectively avoid the influence of casting shrinkage. Without reducing the installation accuracy, at the same time, the original machining is to process 6 round holes, which has the phenomenon of over-constraint. The bolt hole 2 is...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Wall thickness | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More