

Mechanical structural parts and manufacturing method thereof
A technology of mechanical structure and manufacturing method, applied in the direction of manufacturing tools, mechanical equipment, vehicle parts, etc., can solve the problems of long processing time and high manufacturing cost, and achieve the effects of high fatigue strength, excellent dimensional accuracy, and low noise
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
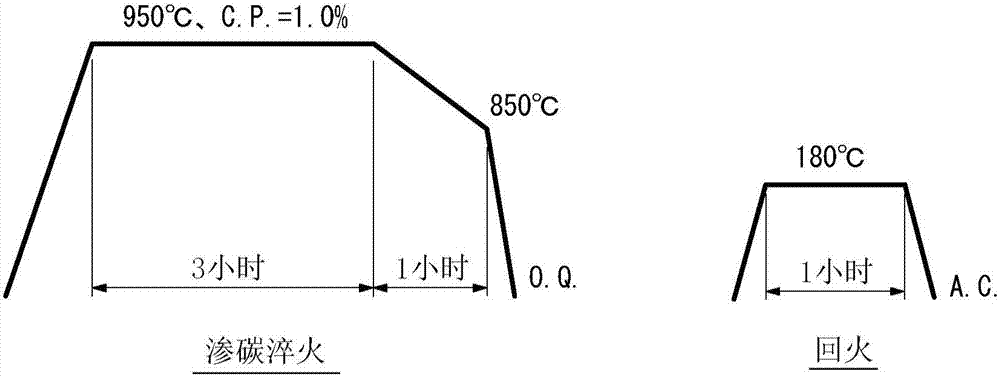
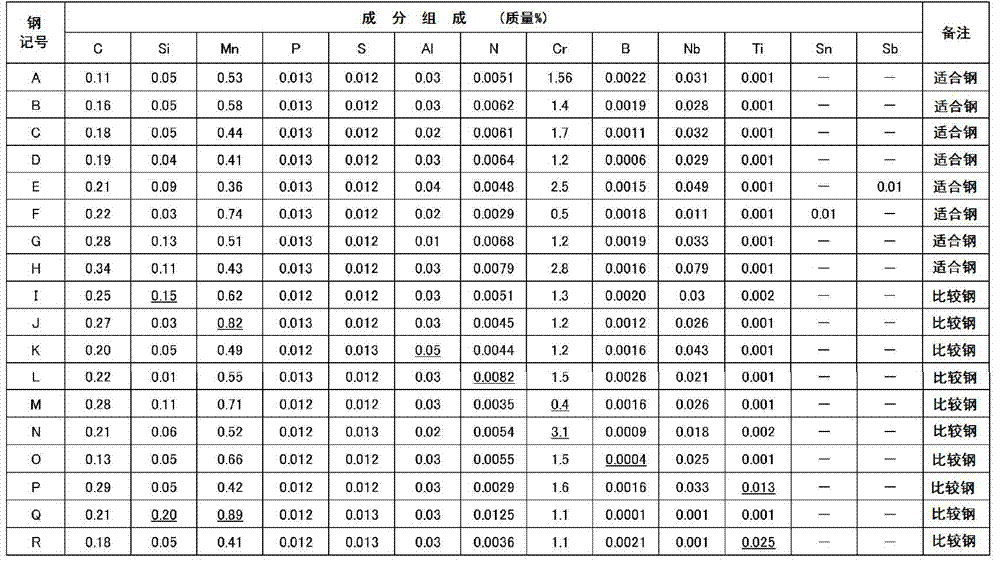
[0104] Steels having the composition shown in Table 1 were melted and formed into round bars with a diameter of 39.5 mm to 90 mm by hot rolling. With the obtained round bar as the raw material, after cold forging into the involute gear shape shown in Table 2, the figure 1 Carburizing heat treatment was carried out under the conditions shown. It should be noted that the steels with a Ti content of 0.001% or 0.002% in Table 1 do not actively add Ti, but are Ti content mixed in as impurities.
[0105] Gears after carburizing heat treatment for measuring austenite grain size and gears after carburizing heat treatment for helix accuracy measurement and fatigue test are prepared, austenite grain size and helix accuracy are measured, and fatigue test is carried out.
[0106] The obtained results are shown in Table 3.
[0107]It should be noted that the measurement of the austenite grain size after the carburizing heat treatment was carried out by using an optical microscope at each...
Embodiment 2
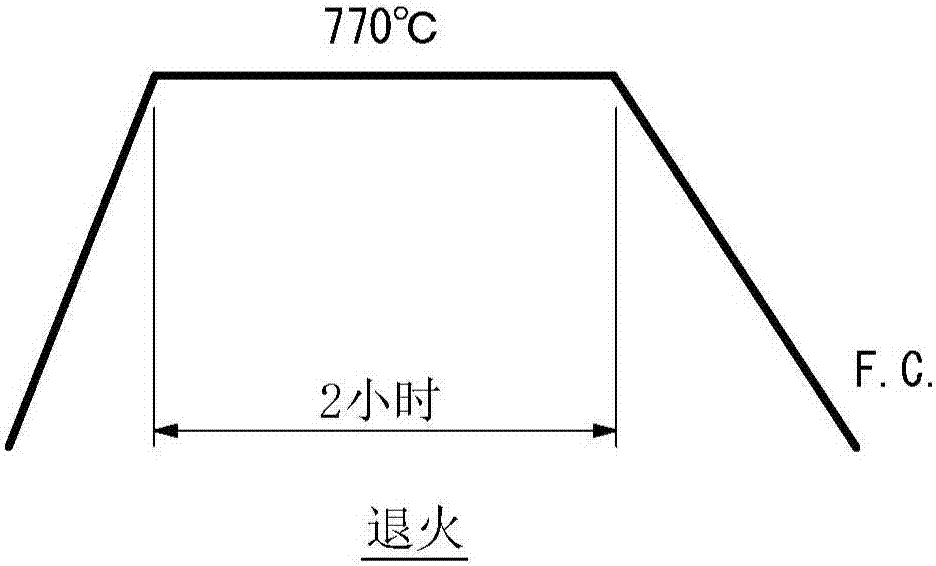
[0120] The steels A, B, C, Q, and R used in Example 1 were formed into round bars with a diameter of 50 mm by hot rolling. Next, the resulting round bar was placed in the figure 2 Annealed under the conditions shown, cold forged to the involute gear shape shown in Table 2. after that, in figure 1 Carburizing heat treatment was carried out under the conditions shown.
[0121] After the carburizing heat treatment, austenite grain size measurement and helix precision measurement were performed, and then a fatigue test was performed.
[0122] The obtained results are shown in Table 4.
[0123] It should be noted that the area reduction ratio during cold forging, the austenite grain size after carburizing heat treatment, the helix accuracy measurement and the fatigue test were performed in the same manner as in Example 1.
[0124] [Table 4]
[0125] Table 4
[0126]
[0127] As shown in Table 4, in steels A, B, and C whose composition satisfies the present invention, by s...
Embodiment 3
[0129] Steels A, B, C, Q, and R used in Example 1 were formed into round bars with a diameter of 45 mm by hot rolling. Next, the resulting round bar was placed in the figure 2 Annealed under the conditions shown, and cold forged into a round bar with a diameter of 50 mm. Afterwards, again in figure 2 Annealed under the conditions shown, cold forged to the involute gear shape shown in Table 2. after that, in figure 1 Carburizing heat treatment was carried out under the conditions shown.
[0130] After the carburizing heat treatment, austenite grain size measurement and helix precision measurement were performed, and then a fatigue test was performed.
[0131] The obtained results are shown in Table 5.
[0132] It should be noted that the area reduction ratio during cold forging, the austenite grain size after carburizing heat treatment, the helix accuracy measurement and the fatigue test were performed in the same manner as in Example 1.
[0133] [table 5]
[0134] tab...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More