

Device and method for making straight edge holes in outward-flanging mode
A technology of turning holes and straight edges, applied in the direction of manufacturing tools, other manufacturing equipment/tools, etc., can solve the problem of difficult to form hole structure and other problems, and achieve the effect of small axial size
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
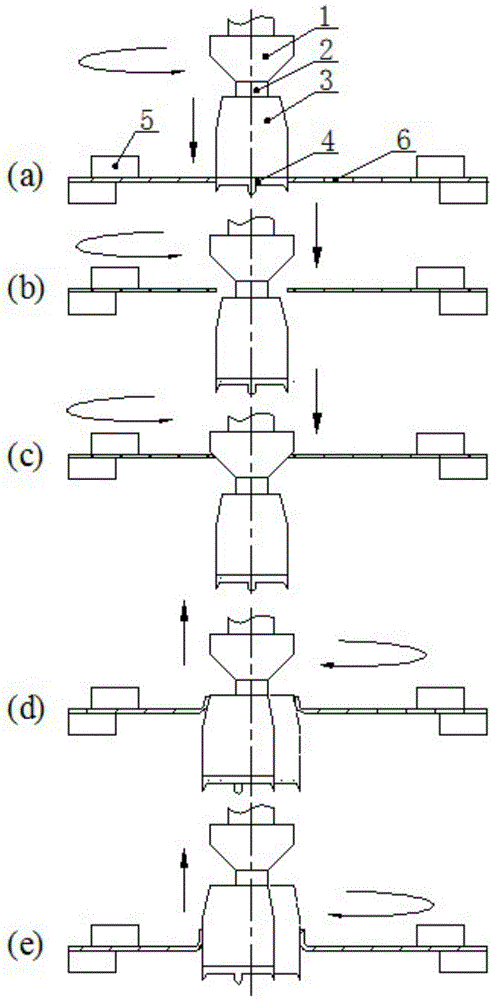
[0034] In this embodiment, the straight edge hole is turned outward on the flat blank, such as figure 1 As shown, the process of turning the hole using the above-mentioned straight edge outward turning tool includes the following steps:
[0035] 1) Choose a conical chamfering grinding wheel 1 with a suitable size, and fix it on the step of the rotating spindle 2 with screws;
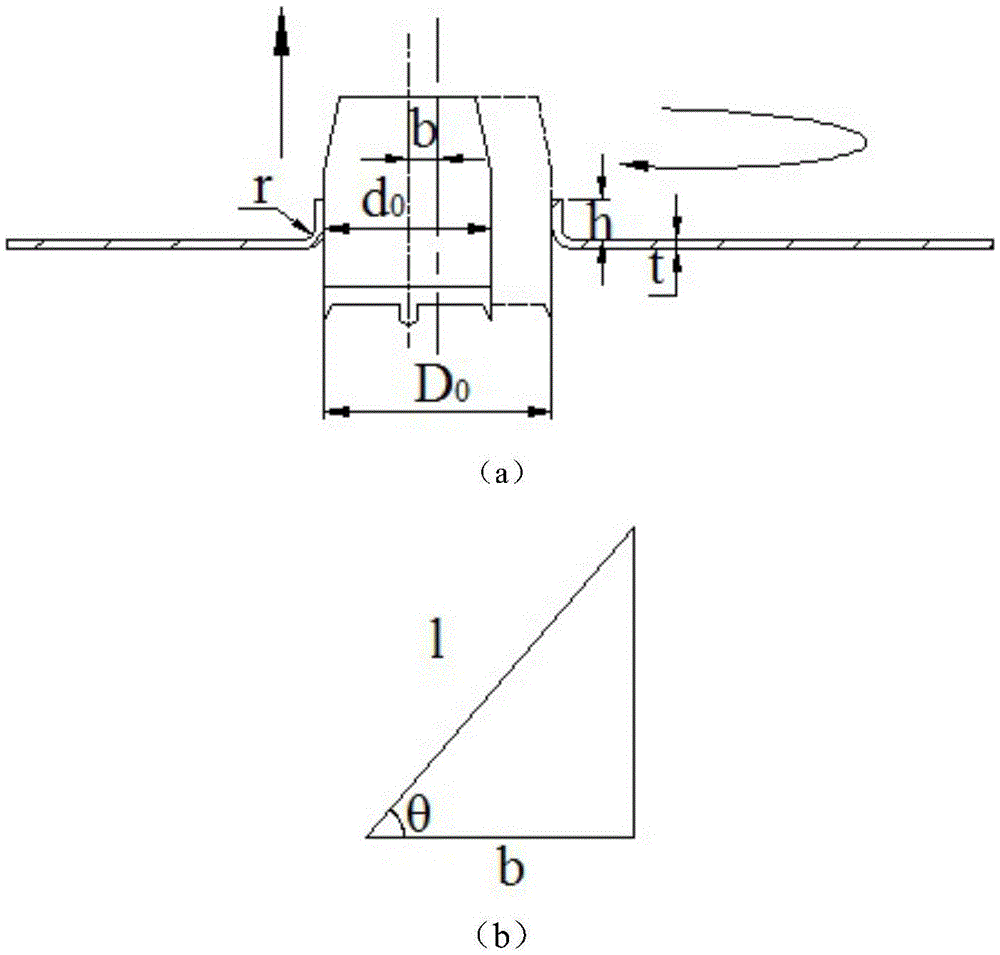
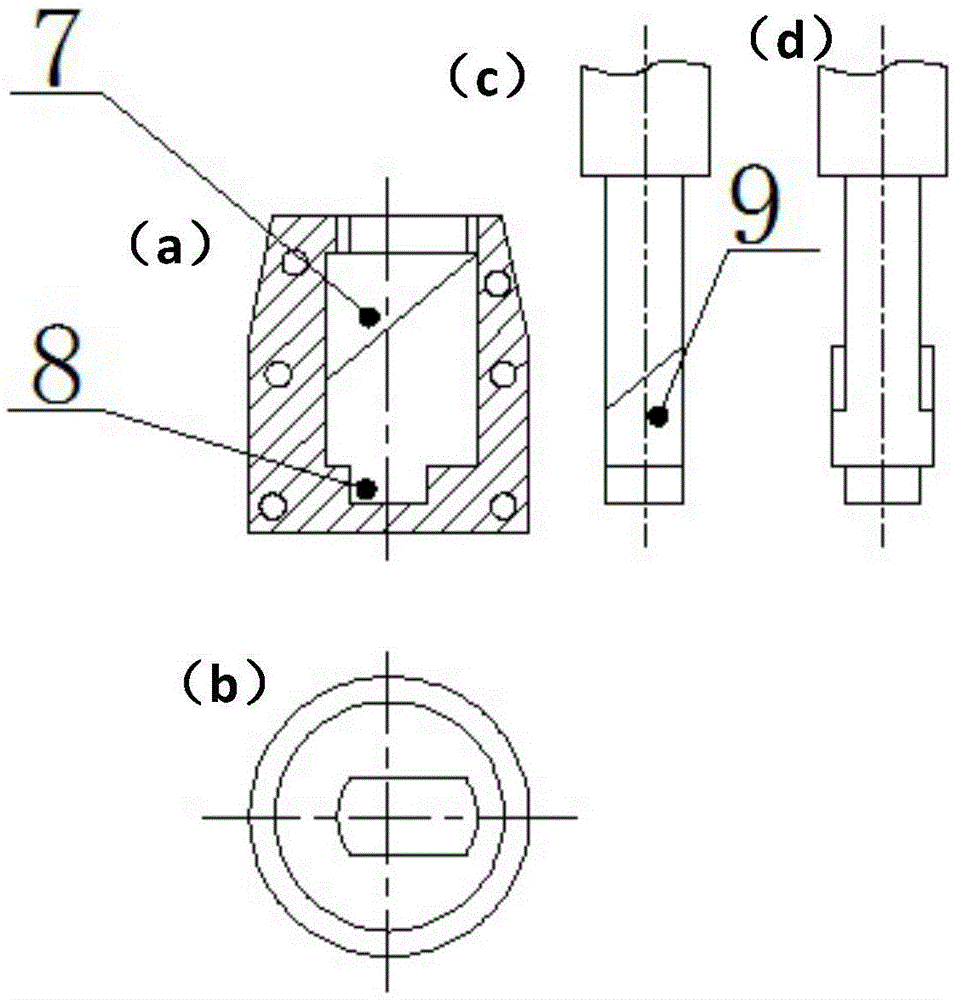
[0036] 2) According to the height of the turning hole and the wall thickness of the sample, determine the diameter of the turning hole eccentric wheel, the length of the vertical section (cylindrical section) and the length of the conical section, and the size of the cone angle, and make a turning hole eccentric wheel 3 of a corresponding size, and Match the internal inclined slideway of the eccentric wheel with the inclined slide block on the rotating main shaft, and fix them with screws to complete the assembly of the hole turning eccentric wheel;
[0037] 3) According to the diameter of the prefabric...
Embodiment 2
[0053] In this embodiment, the straight edge hole is turned outward on the blank of the space curved surface, and the schematic diagram of its structure and process flow is as follows Figure 4 shown.
[0054] The difference from Example 1 is:
[0055] Difference 1: The base of the deformation body is a curved pipe structure.
[0056] Difference 2: It is relatively difficult to process prefabricated holes and locate them on the blank whose deformation base surface is a curved surface.
[0057] Difference 3: During the hole turning process, the contact state between the blank hole wall and the hole turning device is different.
[0058] Difference 4: The contact state between the chamfering grinding wheel and the edge of the prefabricated hole of the curved surface blank is different.
[0059] Using the turning hole obtained in this embodiment, while ensuring the surface smoothness and dimensional accuracy of the inner wall of the turning hole, the rotational movement of the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More