

Full-automatic control method for steel sintering temperature of heating furnace
A technology of steel burning temperature and heating furnace, which is applied in the field of automatic control of heating furnace steel burning temperature, can solve the problems of product quality and stable production with little impact, achieve gas consumption saving, avoid over-burning or under-burning, and have good uniformity Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0020] The present invention will be further described below in conjunction with the drawings and specific embodiments.
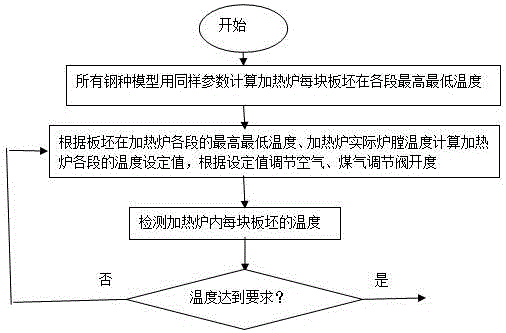
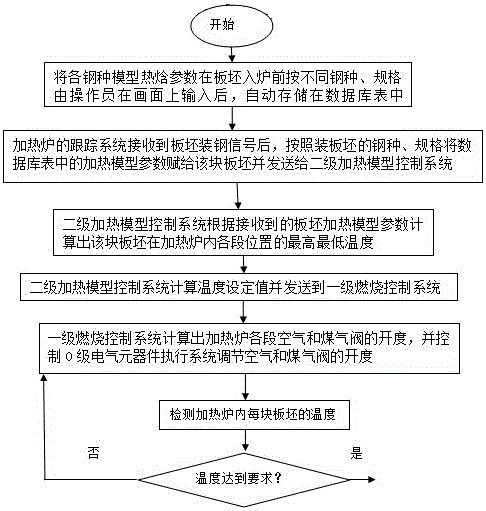
[0021] Such as figure 1 As shown, a method for fully automatic control of the steel burning temperature of a heating furnace includes the following steps:
[0022] A. The enthalpy parameters of each steel type model (target enthalpy, low enthalpy limit, and high enthalpy limit of the slab in the preheating section, heating section, and soaking section of the heating furnace) before the slab enters the furnace according to different steel types, The specifications are automatically stored in the database table after being input by the operator on the screen;
[0023] B. After receiving the slab loading signal, the tracking system of the heating furnace searches for the steel grade and specifications of the preloaded slab, assigns the heating model parameters in the database table to the slab and sends it to the secondary heating model control system ;
[0024] C....
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More