

Slow injection and pressurization pressure-casting process
A process and pressure-increasing technology, which is applied in the field of slow-shot pressurized die-casting technology, can solve problems such as inability to guarantee production requirements, frequent mold sticking, and unsmooth production.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
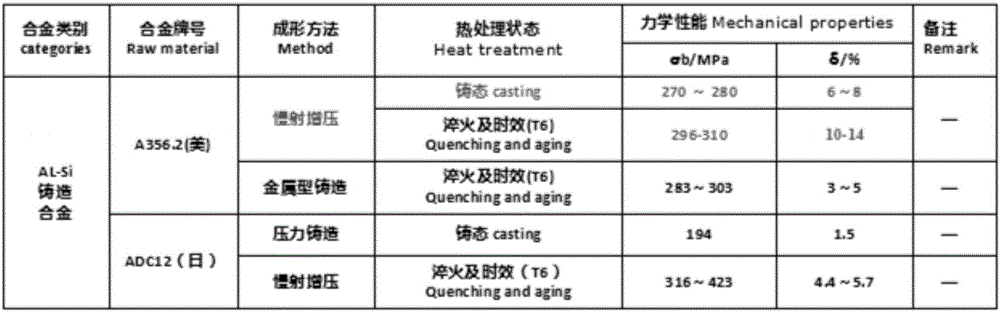
[0044] This embodiment provides a slow-shot pressurized die-casting process, which uses aluminum alloy 356.2 as a raw material to obtain an automobile brake system bracket through die-casting;
[0045] Die casting includes the following steps:
[0046] 1) Low-speed step: The molten aluminum in the melting cup is fed at a low speed by a punch to fill the cavity;
[0047] 2) Supercharging step: make the molten aluminum advance at a low speed to fill the cavity and solidify to start the supercharging pressure;
[0048] 3) Injection molding: Injection is completed with injection time twice that of traditional injection.
[0049] The traditional injection time of traditional die casting is generally 0.3s-0.5s.
[0050] The speed of the low speed is 0.2m / s.
[0051] Step 2) in boosting pressure (aluminum liquid withstand pressure) is 80Mpa.
[0052] Carry out T6 heat treatment on the car brake system bracket;
[0053] Correspondingly, T4 heat treatment can also be used instead ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More