

Troubleshooting method for high-speed wire rolling line
A fault handling method and high-speed wire rod technology, applied in the field of high-speed wire rod production, can solve problems such as increasing processing difficulty, stacking steel, affecting equipment life, etc., and achieve the effect of reducing fault processing time, saving operators, and protecting equipment.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
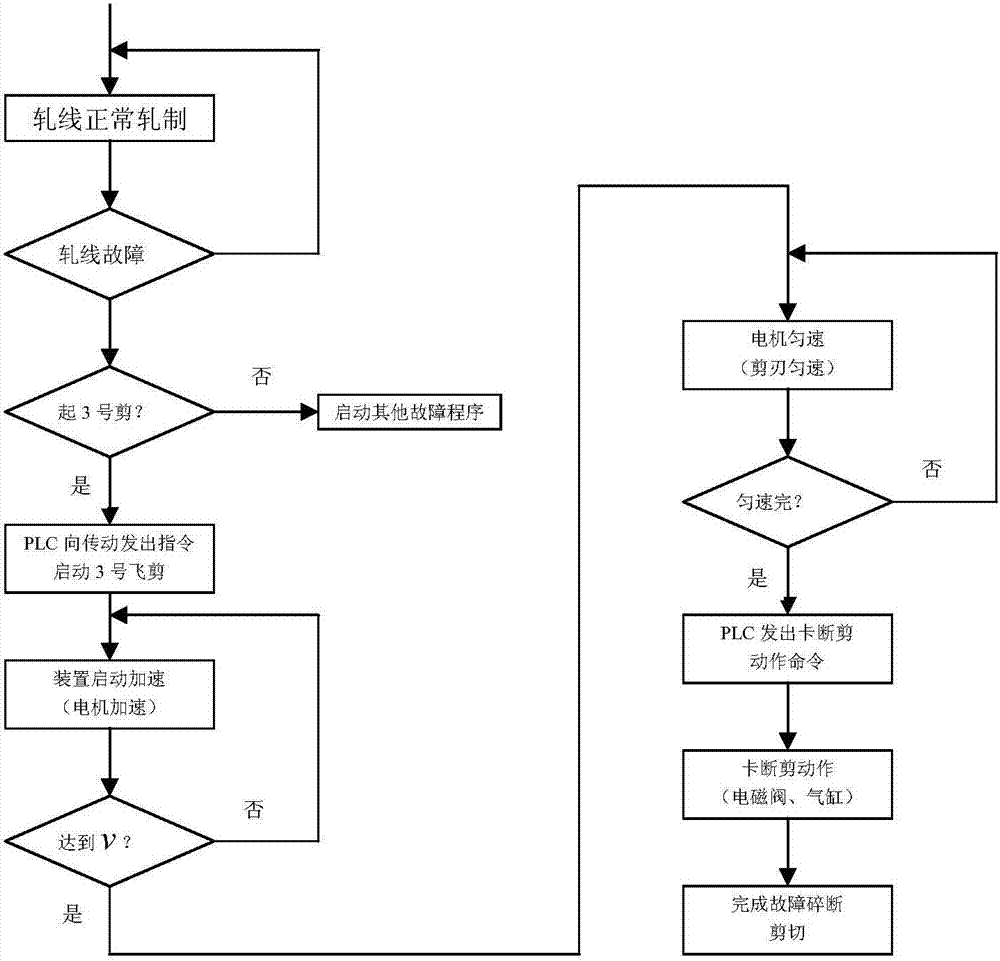
[0026] see figure 1 , the present embodiment discloses a high-speed wire rolling line fault handling method, including the following steps:
[0027] S1) Preset the motor rated speed N in the PLC 0 , the reduction ratio i of the reducer, the shearing diameter of the flying shears d, set the angle corresponding to the acceleration stroke of the flying shears as p and the angle corresponding to the constant speed stroke of the flying shears as p 1 . In actual production applications, the rated speed of the motor N 0 (unit r / min), flying shear diameter d (unit m), reduction ratio i of reducer, set flying shear acceleration angle p and constant speed angle p 1 , the unit of angle is (degrees), the line speed of rolling piece v 0 (unit m / s) are all known quantities. v max For the flying shear at the maximum acceleration a max (that is, the rated speed of the motor N 0 ), the corresponding maximum linear velocity of the flying shear blade.
[0028] Let the initial position o...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More