

Control method for continuous casting of different steel grade
A control method and technology for different steel grades, which are applied in the field of metallurgical continuous casting, can solve the problems such as the inability to reduce the amount of handover billets, increase the amount of molten steel, and easily produce joints, so as to improve the continuous casting process of different steel grades, improve the Productivity, the effect of reducing the degree of mixing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
[0050]The steel grades of the heats before and after the present embodiment are respectively MR T2(3)-BA and MR T-4CA, and the casting cross-sections of both streams are 1000mm, and the corresponding steel grade compositions are as follows:
[0051] The mass percent of MR T2(3)-BA composition is:
[0052] C:0.068-0.094; Si≤0.034; Mn:0.35-0.45; Cr:0.03-0.05; O≤0.004;
[0053] The rest is Fe and inevitable impurity elements.
[0054] The mass percentage of MR T-4CA composition is:
[0055] C:0.026-0.054; Si≤0.034; Mn:0.18-0.28; Cr≤0.05;
[0056] The rest is Fe and inevitable impurity elements.
[0057] : the steps of this embodiment are:
[0058] ①When the molten steel level reaches the height of the dam, the corresponding M=20t, take l 1 = 2m, l 2 =6m, η=0.25, then calculate the remaining steel amount M of the previous steel type according to the formula 0 for:
[0059]
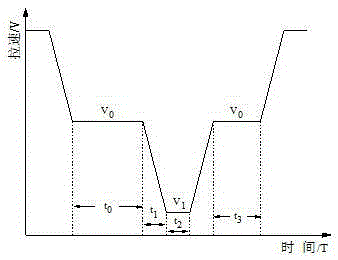
[0060] ②Slab thickness D=0.23m, V 0 =0.8m / min, V 1 = 0.4m / min, t 0 = 3.5min, t 1 =50s, then ...
Embodiment 2
[0078] The steel grades of the heats before and after this embodiment are T5-5 and SAE1022 respectively, and the casting cross-sections of both streams are 1090mm, and the corresponding steel grade components are as follows:
[0079] The mass percentage of T5-5 composition is:
[0080] C; 0.115-0.145; Si≤0.034; Mn:0.25-0.35; N≤0.0045; Nb≤0.002; V≤0.005;
[0081] The rest is Fe and inevitable impurity elements.
[0082] The mass percentage of SAE1022 composition is:
[0083] C: 0.18-0.22; Si≤0.054; Mn: 0.85-1; Nb≤0.007; V≤0.007; Ti≤0.007;
[0084] The rest is Fe and inevitable impurity elements.
[0085] The steps of this embodiment are:
[0086] ①When the molten steel level reaches the height of the dam, the corresponding M=20t, take l 1 = 2m, l 2 =6m, η=0.3, then calculate the remaining steel amount M of the previous steel type according to the formula 0 for:
[0087]
[0088] ②Slab thickness D=0.23m, V 0 =0.8m / min, V 1 = 0.4m / min, t 0 = 4min, t 1 =50s, then th...
Embodiment 3
[0106] The steel grades of the heats before and after this embodiment are Q345B and S245 respectively, and the casting cross-sections of both streams are 1530mm, and the corresponding steel grades are as follows:
[0107] The mass percentage of Q345B composition is:
[0108] C:0.12-0.16; Si:0.15-0.25; Mn:1.1-1.2; N≤0.006; V≤0.014; Ti:0.025-0.035; Cr≤0.03;
[0109] The rest is Fe and inevitable impurity elements.
[0110] The mass percentage of S245 composition is:
[0111] C: 0.075-0.125; Si: 0.11-0.2; Mn: 0.9-1.1; N≤0.009; V≤0.007; Ti≤0.007; Cr≤0.05;
[0112] The rest is Fe and inevitable impurity elements.
[0113] The steps of this embodiment are:
[0114] ①When the molten steel level reaches the height of the dam, the corresponding M=20t, take l 1 = 2m, l 2 =6m, η=0.45, then calculate the remaining steel amount M of the previous steel type according to the formula 0 for:
[0115]
[0116] ②Slab thickness D=0.23m, V 0 =0.8m / min, V 1 = 0.4m / min, t 0 = 5min, t ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More