

Hangar door body structure with icing prevention function and manufacturing process thereof
A manufacturing process and anti-icing technology, applied in building structures, doors, windows/doors, etc., can solve the problems of time-consuming, labor-intensive, heavy weight, etc., and achieve the effects of high operability, low cost, and small thermal deformation.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
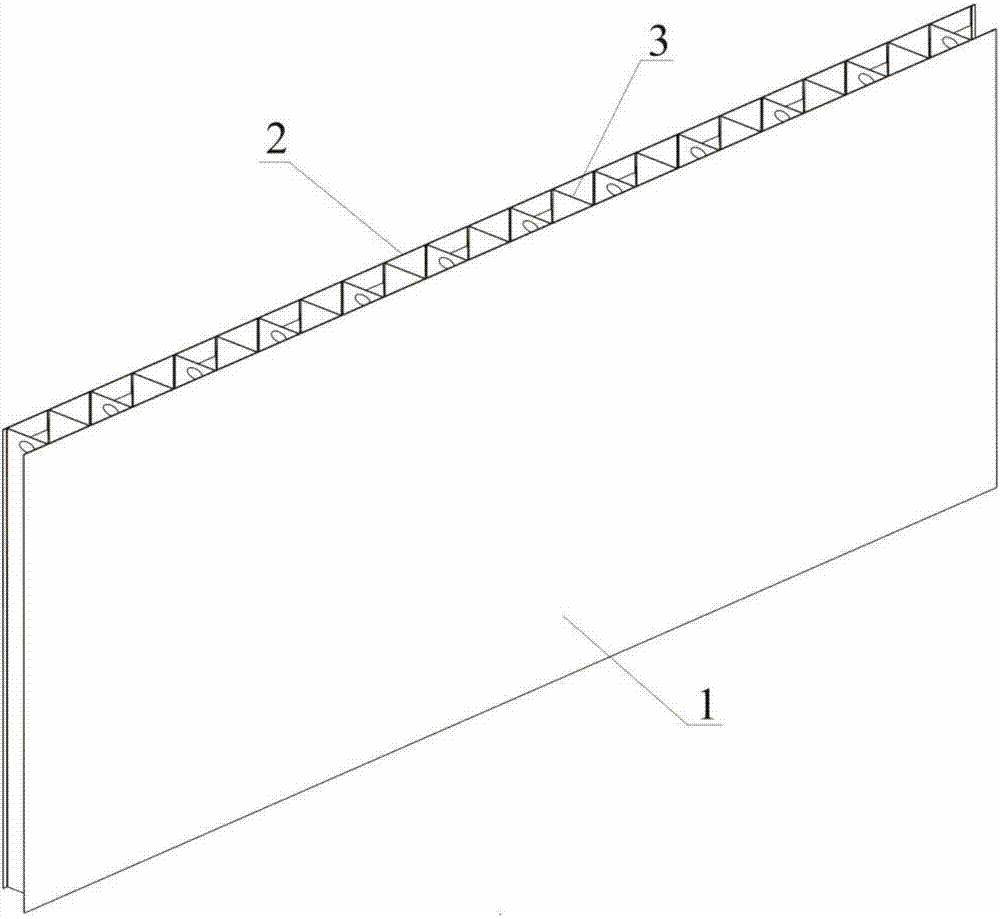
[0060] 1) The flattened 921A special steel plate is cut into outer panel 1 and inner panel 2 of equal thickness by laser cutting technology, and the thickness of the plate is 7.5-9mm;
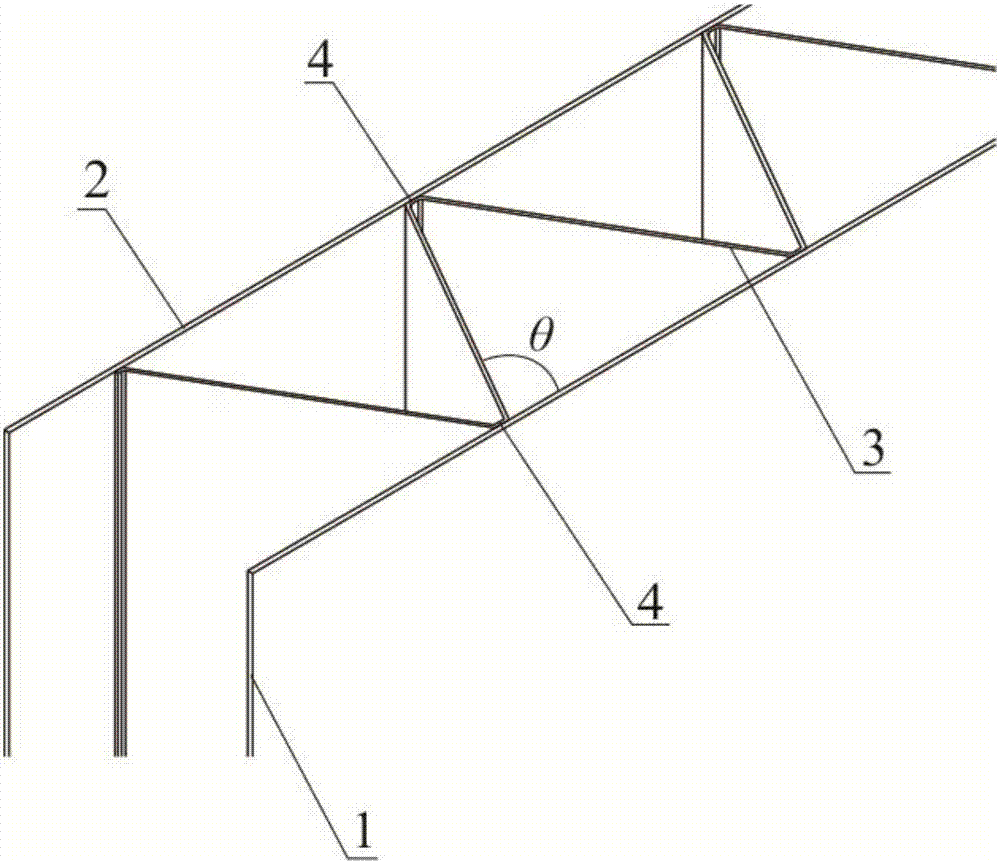
[0061] 2) The flattened 921A special steel sheet is processed by bending technology into figure 1 In the shown corrugated core 3, the inclination angle of the corrugated core is 50°, the width of the corrugated core platform 4 is 20mm, the thickness of the plate is 5-5.5mm, and the centerline height of the corrugated core is 375-385mm;
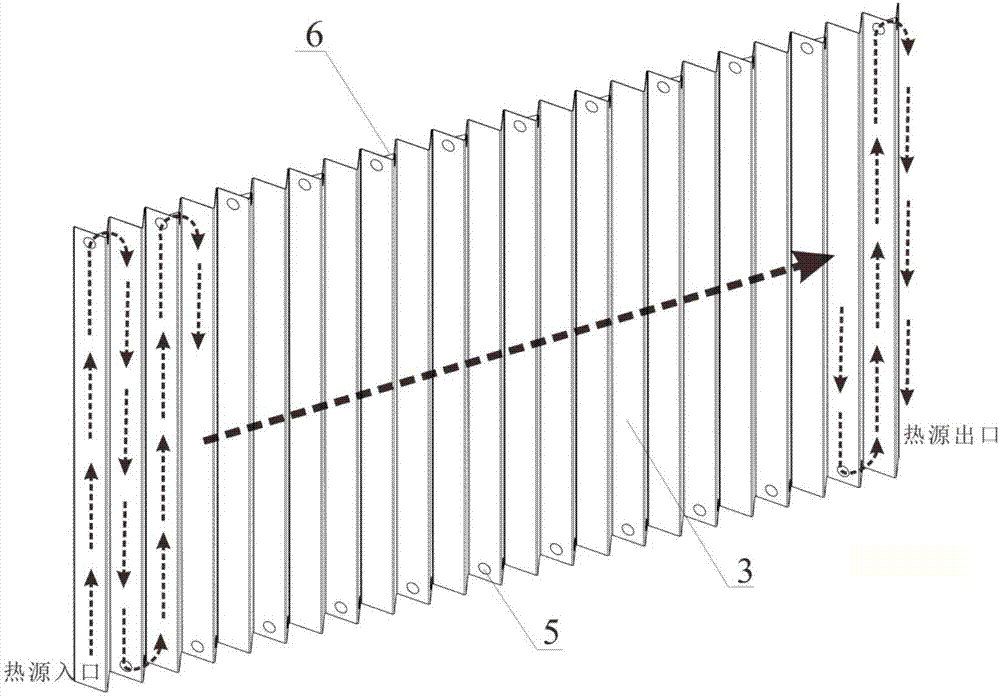
[0062] 3) The air flow hole 5 is processed in the corrugated core 3 according to the designed position by laser cutting technology, and the diameter of the hole is φ140-155mm;
[0063] 4) Assemble the inner panel 2 and the corrugated core 3 according to the designed position, fix them with a fixture, and connect them with a 10,000-watt-level large-scale laser welder. The connection positions are 4 places on the corrugated core platform, and the laser welding se...
Embodiment 2
[0069] 1) The flattened 921A special steel plate is cut into outer panel 1 and inner panel 2 of equal thickness by CNC water jet cutting technology, and the thickness of the plate is 7.5-9mm;
[0070] 2) Laser cutting technology is used to process the hot air flow holes 5 in the corrugated core at equal intervals according to the design position, and the diameter of the holes is φ140-155mm;
[0071] 3) The 921A special steel sheet processed with hot air flow holes 5 is processed by bending technology into figure 1 For the corrugated core 3 shown, the inclination angle of the corrugated core is 60°, the width of the corrugated core platform 4 is 25 mm, the thickness of the plate is 5-5.5 mm, and the centerline height of the corrugated core is 375-385 mm;
[0072] 4) Assemble the inner panel 2 and the corrugated core 3 according to the designed position, fix them with a fixture, and connect them with a 10,000-watt-level large-scale laser welder. The connection positions are 4 pl...
Embodiment 3
[0078] 1) The flattened titanium alloy sheet is cut into outer panel 1 and inner panel 2 of equal thickness by CNC water jet cutting technology, and the thickness of the sheet is 7.5-9mm;
[0079] 2) The flattened titanium alloy plate is processed into figure 1 In the shown corrugated core 3, the inclination angle of the corrugated core is 50°, the width of the corrugated core platform 4 is 20mm, the thickness of the plate is 5-5.5mm, and the centerline height of the corrugated core is 375-385mm;
[0080] 3) Laser cutting technology is used to process the hot air flow hole 5 in the corrugated core body 3 according to the designed position, and the diameter of the hole is φ140-155mm;
[0081] 4) Assemble the inner panel 2 and the corrugated core 3 according to the designed position, fix them with a fixture, and connect them with a 10,000-watt-level large-scale laser welder. The connection positions are 4 places on the corrugated core platform, and the laser welding seams are tw...
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More