

Groove machining method
A processing method and technology to be processed, applied in the field of groove processing, can solve the problems of built-up edge, long overhang length of groove insert, and difficulty in discharging iron chips, so as to improve processing quality and efficiency, enhance processing stability, The effect of reducing production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0033] The technical scheme of the present invention will be further described below in conjunction with the accompanying drawings, but the required protection scope is not limited to the description;
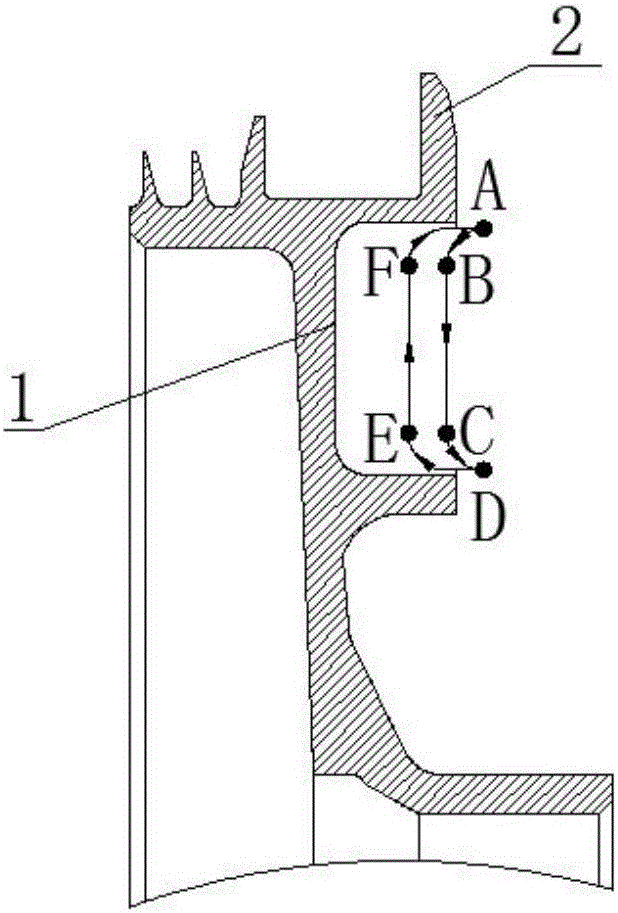
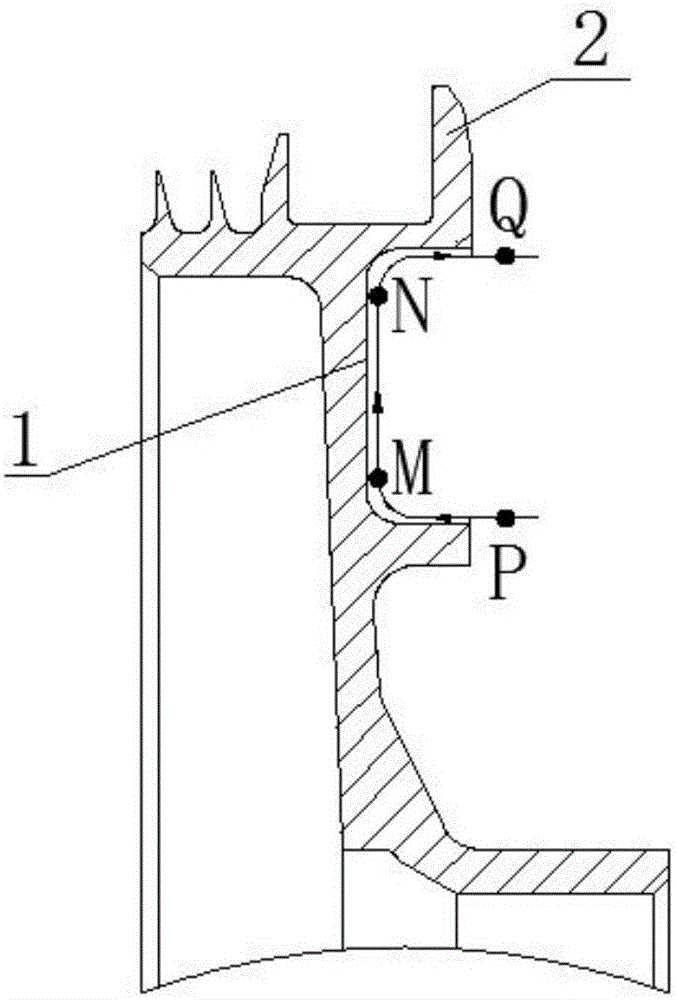
[0034] The invention provides a method for processing grooves, such as figure 1 , figure 2 shown, including the following steps:
[0035] Step 1: prepare the blank; using the technical scheme provided by the present invention, the blank can be a cylinder or a cuboid. When a cylinder is used, the groove processing can be completed on a CNC lathe. When the blank is a cuboid, it can be The groove machining is done on the machining center.
[0036] Step 2: Draw the edge line of the area to be processed on the blank in step 1; using the technical solution provided by the present invention, the line of the area to be processed has at least a pair of opposite edge lines to improve the processing accuracy of the subsequent processing procedure, and the required processing The forme...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More