

Method for carrying out injection-reducing standard discharging treatment on high-sulfur wastewater of oil-gas field
A treatment method and high-sulfur technology, which is applied in mining wastewater treatment, multi-stage water treatment, water/sewage treatment, etc., can solve the problems of reducing the amount of wastewater reinjection and excessive oil content, and achieve the reduction of wastewater reinjection, Solve the effect of huge equipment
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0084] The main water quality characteristics of high-sulfur wastewater from oil and gas fields are: sulfide 2000mg / L, total dissolved solids 10000mg / L, suspended solids 500mg / L, oil 100mg / L, total hardness (CaCO 3 Total) 1000mg / L, Na + 5000mg / L, Cl - 6000mg / L, SO 4 2- 1000mg / L, COD 800mg / L.
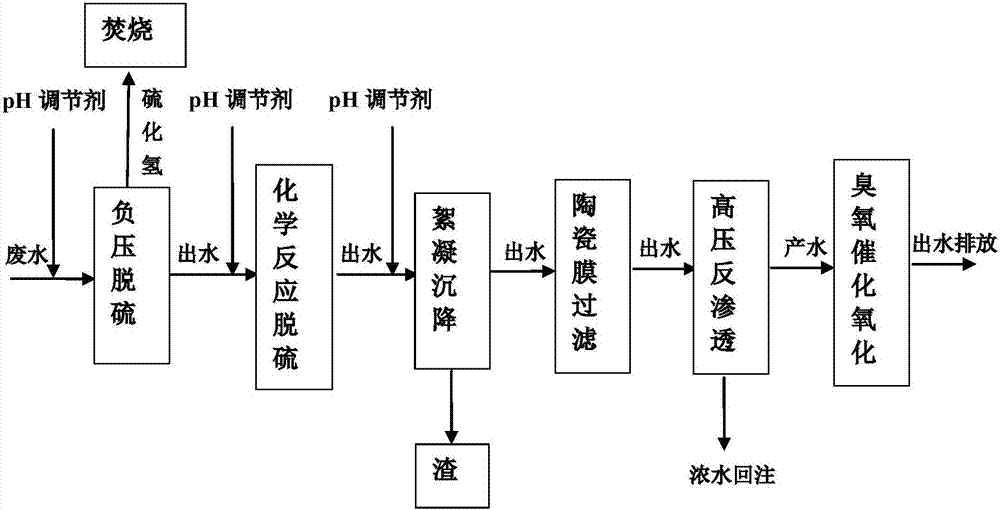
[0085] The processing steps are as follows:
[0086] In the first step, the high-sulfur wastewater uses sulfuric acid to adjust the pH of the wastewater to 6 for the first time, and then enters the negative pressure desulfurization unit for desulfurization. The operating conditions of negative pressure desulfurization are: inlet water temperature 35°C, operating negative pressure -0.04MPa, The wastewater residence time is 20 minutes, and the reflux ratio of the circulating pump is 5:1;
[0087] In the second step, the negative pressure desulfurization effluent uses sulfuric acid to adjust the pH of the wastewater to 6.5 for the second time, and then enters the chemical reaction desu...
Embodiment 2
[0096]The main water quality characteristics of high-sulfur wastewater from oil and gas fields are: sulfide 5000mg / L, total dissolved solids 20000mg / L, suspended matter content 1500mg / L, oil content 150mg / L, total hardness (CaCO 3 Total) 1100mg / L, Na + 8000mg / L, Cl - 9000mg / L, SO 4 2- 1300mg / L, COD 1000mg / L.
[0097] The processing steps are as follows:
[0098] In the first step, the high-sulfur wastewater uses hydrochloric acid to adjust the pH of the wastewater to 4.8 for the first time, and then enters the negative pressure desulfurization unit for desulfurization. The operating conditions for negative pressure desulfurization are: inlet water temperature 40°C, operating negative pressure -0.05MPa, The wastewater residence time is 27min, and the reflux ratio of the circulating pump is 4:1;
[0099] In the second step, the pH of the negative pressure desulfurization water is 5.5, so there is no need to adjust the pH twice, and it directly enters the chemical reaction d...
Embodiment 3
[0108] The main water quality characteristics of high-sulfur wastewater from oil and gas fields are: sulfide 10000mg / L, total dissolved solids 30000mg / L, suspended matter content 3000mg / L, oil content 200mg / L, total hardness (CaCO 3 Total) 1200mg / L, Na + 10000mg / L, Cl - 11000mg / L, SO 4 2- 1400mg / L, COD 1200mg / L.
[0109] The processing steps are as follows:
[0110] In the first step, the high-sulfur wastewater uses nitric acid to adjust the pH of the wastewater to 5 for the first time, and then enters the negative pressure desulfurization unit for desulfurization. The operating conditions of negative pressure desulfurization are: inlet water temperature 45°C, operating negative pressure -0.06MPa, The wastewater residence time is 30min, and the reflux ratio of the circulating pump is 3:1;
[0111] In the second step, the pH of the negative pressure desulfurization water is 5.7, so there is no need to adjust the pH twice, and it directly enters the chemical reaction desulf...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Hardness | aaaaa | aaaaa |
| Hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More