Roll gap learning coefficient correcting method in roll gap regulating process of hot continuous rolling strip steel precision rolling
A technology of learning coefficient and adjustment process, applied in the direction of rolling force/roll gap control, etc., can solve the problems of reverse learning, small learning amount, affecting strip thickness accuracy, etc., to achieve rapid roll gap adjustment and improve rolling. The effect of precision
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
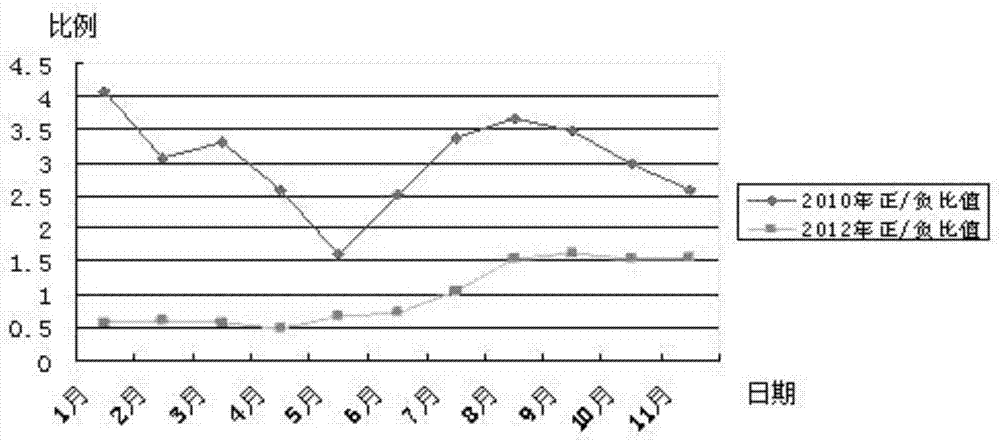
[0060] The 1700 production line of Anshan Iron and Steel Co., Ltd.’s hot-rolled strip steel plant adopts the roll gap setting calculation model and the AGC automatic thickness control system to control the thickness of the strip steel and the thickness of the head and tail. 1.
[0061] Table 1:
[0062] time
Number of rolling blocks
Thickness positive tolerance number
Thickness negative tolerance number
head hit rate
January 2010
11385
1872
459
79.53%
February 2010
9997
1422
465
81.12%
March 2010
8910
1614
487
76.42%
April 2010
7454
1204
464
77.62%
May 2010
11432
1204
752
76.82%
June 2010
11086
1892
750
76.17%
July 2010
11687
2269
671
74.84%
August 2010
12111
2334
636
75.48%
September 2010
9952
1655
478
78.57%
October 2010
11738
2235
756
74.52%
November 2010 ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com