

Process control method for glass plate tempering process
A technology of process and control method, which is applied in glass tempering, glass manufacturing equipment, temperature control by electric method, etc., can solve the problems of increased glass scrap rate, waste of resources, inaccurate sensor measurement, etc., and avoid measurement The effect of inconvenience, easy monitoring, and simple system structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
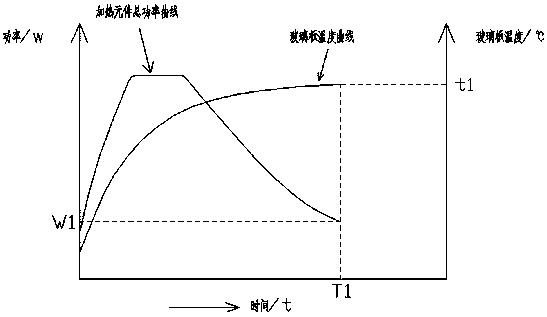
[0038] Such as figure 1 As shown, taking the total power of the electric heating element as an example, the control process of the heating control method of the present invention is as follows:
[0039] First, determine the heating furnace to be used, adjust the working temperature of the heating furnace according to the type of glass plate to be heated (such as low-emissivity coated glass plate, white glass) and thickness information, and set the heating furnace at a normal temperature under no load Run to reach the working temperature, monitor the total power value of the heating element in this state, and measure the total power value at five different moments, and average the five values. The average value is the standard threshold W 0 ; Measure the ambient temperature and compare the correction coefficient table (the correction coefficient K in the table is obtained by the following calculation method: separately monitor the total power value of the heating element when the he...
Embodiment 2
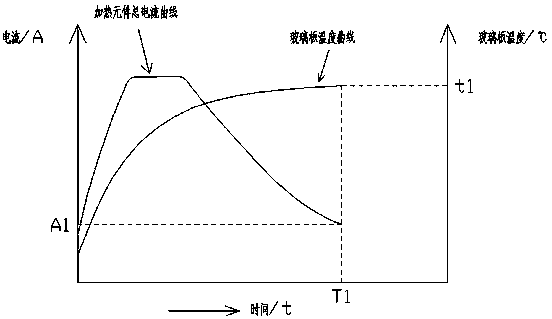
[0042] Such as figure 2 As shown, taking the total current of the electric heating element as an example, the control process of the heating control method of the present invention is as follows:
[0043] First, determine the heating furnace to be used, adjust the working temperature of the heating furnace according to the type of glass plate to be heated (such as low-emissivity coated glass plate, white glass) and thickness information, and set the heating furnace at a normal temperature under no load Run to reach the working temperature, monitor the total current of the heating element in this state, and measure the total current at five different moments, and average the five values. The average value is the standard threshold A 0 . Measure the ambient temperature and compare the correction coefficient table (the correction coefficient K in the table is obtained by the following calculation method: monitor the total current value of the heating element when the heating furnace...
Embodiment 3
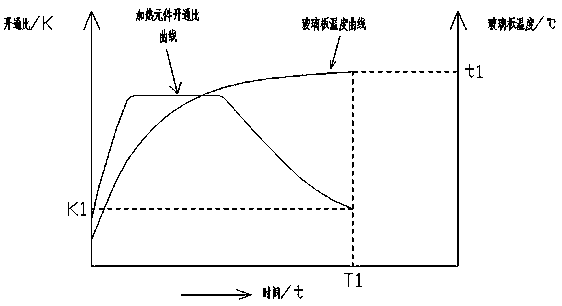
[0046] Such as image 3 As shown, taking the turn-on ratio of the electric heating element as an example, the control process of the heating control method of the present invention is as follows:
[0047] First determine the heating furnace to be used, adjust the operating temperature of the heating furnace according to the type of glass plate to be heated (such as low-emissivity coated glass plate, white glass) and thickness information, and operate the heating furnace under no load when the ambient temperature is normal When the operating temperature is reached, monitor the turn-on ratio of the heating element in this state, and measure the turn-on ratio at five different moments, and average the five values. The average value is the standard threshold K 0 , Measure the ambient temperature, and compare the correction coefficient table (the correction coefficient K in the table is obtained by the following calculation method: separately monitor the heating element's turn-on ratio ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More