

Method and device for manufacturing cold-rolled high-strength steel
A high-strength steel and finishing rolling technology, applied in the field of manufacturing cold-rolled high-strength steel, can solve the problems of low-temperature coiling temperature fluctuations, unguaranteed cold rolling stability, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
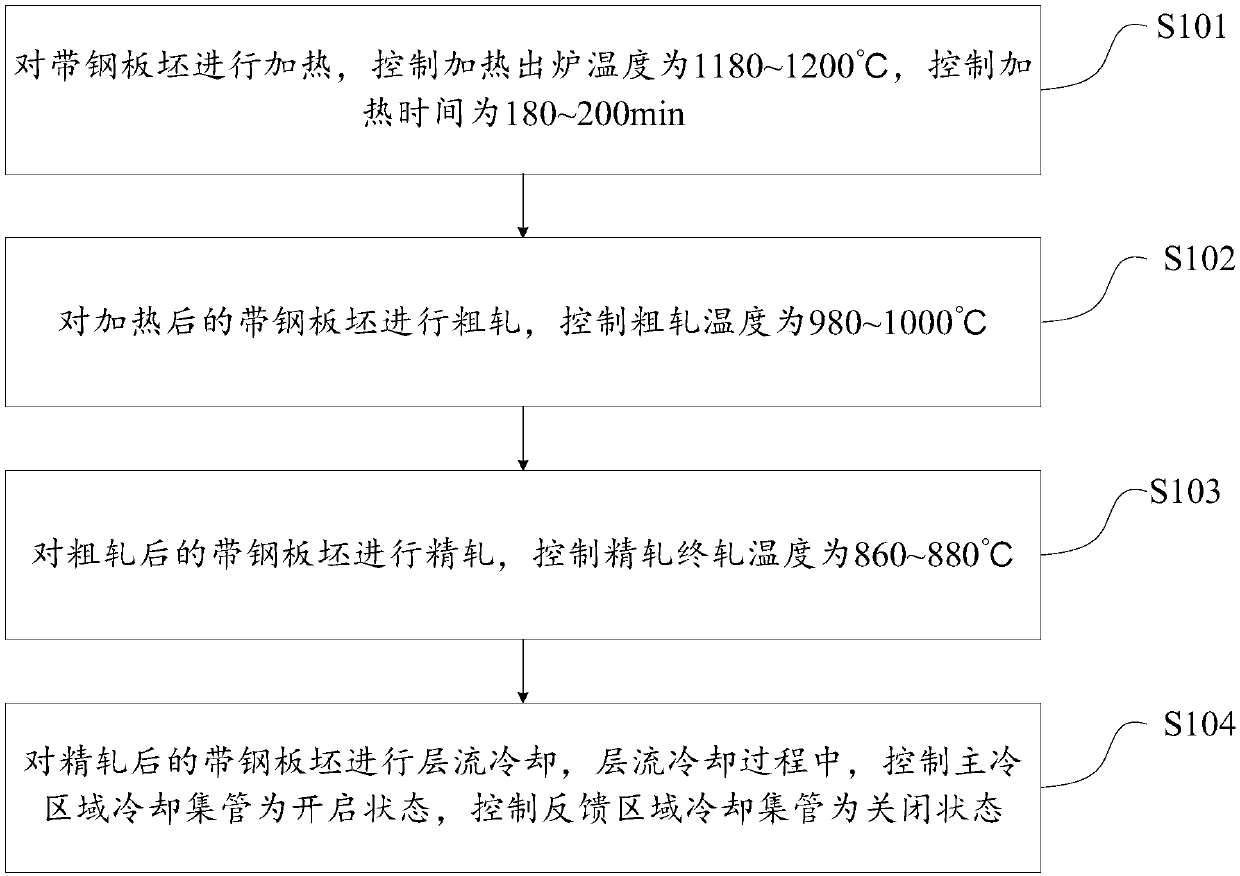
[0032] This embodiment provides a method for manufacturing cold-rolled high-strength steel, such as figure 1 As shown, the method includes:
[0033] S101, heating the strip steel slab, controlling the heating temperature to be 1180-1200°C, and controlling the heating time to be 180-200min;
[0034] In this step, the strip steel slab is heated by fast firing and low-temperature tapping technology. In order to comprehensively consider the fayalite phase Fe 2 SiO 4 The formation and thickness of the formation, control the heating temperature to 1180-1200°C, preferably: 1190-1200°C; control the heating time to 180-200min, preferably 185-195min. Wherein, the mass percentage of each component of the strip steel slab includes: C: 0.08-0.13%; Si: 1.1-1.4%; Mn: 1.4-2.0%; Al: 0.02-0.065%; P≦0.020%.
[0035] S102, performing rough rolling on the heated strip steel slab, controlling the rough rolling temperature to be 980-1000°C;
[0036] Then semi-continuous rough rolling is carried ...
Embodiment 2
[0048] Corresponding to Embodiment 1, this embodiment provides a device for manufacturing cold-rolled high-strength steel, such as figure 2 As shown, the device includes: a first control unit 21, a second control unit 22, a third control unit 23 and a fourth control unit 24; wherein,
[0049] The strip steel slab is heated by fast firing and low-temperature tapping technology, in order to comprehensively consider fayalite phase Fe 2 SiO 4 The first control unit 21 is used to control the heating and tapping temperature to be 1180-1200°C, preferably 1190-1100°C when heating the strip steel slab, and to control the heating time to be 180-200min, preferably The ground is 185 ~ 195min.
[0050] Wherein, the mass percentage of each component of the strip steel slab includes: C: 0.08-0.13%; Si: 1.1-1.4%; Mn: 1.4-2.0%; Al: 0.02-0.065%; P≦0.020%.
[0051] In order to reduce the generation of red rust in the rolling process and ensure the finish rolling strip piercing speed, the sec...
Embodiment 3
[0061] In actual application, when manufacturing cold-rolled high-strength steel CR420 / 780DP according to the method provided in Embodiment 1 and the device provided in Embodiment 2, the specific implementation is as follows:
[0062] Here, the mass percentage of each component of the strip steel slab includes: C: 0.08-0.10%; Si: 1.1-1.2%; Mn: 1.9-2.0%; Al: 0.02-0.06%; P≦0.020%.
[0063] The strip steel slab is heated by fast firing and low-temperature tapping technology, in order to comprehensively consider fayalite phase Fe 2 SiO 4 The formation and thickness of the formation, control the heating temperature to 1198 ℃; control the heating time to 192min.
[0064] Then semi-continuous rough rolling is carried out on the heated strip slab. In order to reduce the generation of red rust in the rolling process and ensure the strip piercing speed of finish rolling, the exit temperature of rough rolling is controlled at 986°C.
[0065] Then use the finish rolling stand to carry o...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More