

Blowing flow distributing device for double-roller thin-strip continuous casting
A twin-roll thin strip continuous casting and air distribution technology, which is applied in the field of iron and steel metallurgy, can solve the problems of increasing the installation difficulty of the tundish, adding additional transportation links for equipment, increasing liquid level fluctuations, etc., to improve stability and strip quality , reduce the amount of steel and the flow rate of molten steel, and increase the effect of activity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0057] The casting speed of the thin strip is 35m / min, and the distance between the distributor and the gap of the crystallization roller is 35mm.
[0058] The main structural parameters of the blowing air distribution device for twin-roll thin strip continuous casting of the present invention are as follows:
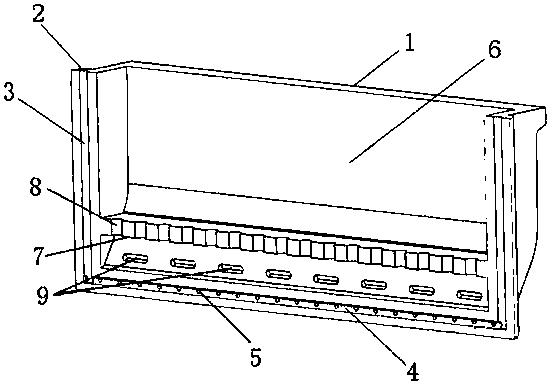
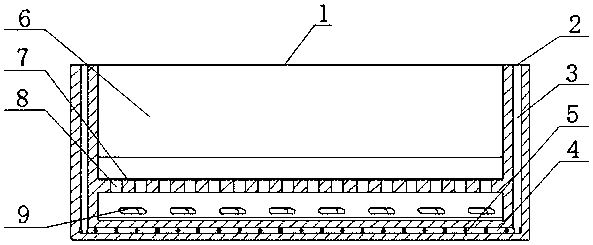
[0059] The distance between the molten steel separator 7 and the molten steel spit hole group 9 is 50mm, and the molten steel separator is provided with 10 circular molten steel falling holes with a diameter of 30mm;
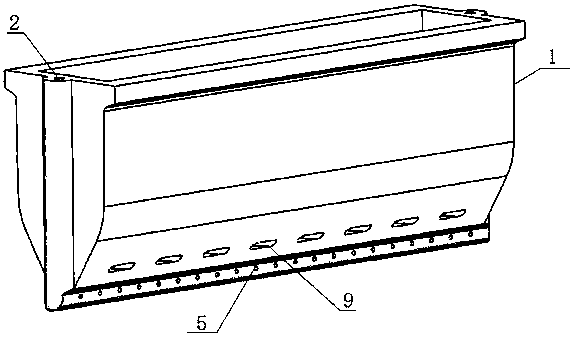
[0060] The number of spit holes in the molten steel spit hole group 9 is 3, and the distance from the bottom of the distributor body 1 is 50mm;
[0061] The number of air outlet holes in air outlet group 5 is 20, and the distance from the bottom of the distributor body is 30 mm.
Embodiment 2
[0063] The casting speed of the thin strip is 60m / min, and the distance between the flow distributor and the gap of the crystallization roller is 68mm.
[0064] The main structural parameters of the blowing air distribution device for twin-roll thin strip continuous casting of the present invention are as follows:
[0065] The distance between the molten steel separator 7 and the molten steel spit hole group 9 is 60 mm, and the molten steel separator is provided with 12 circular molten steel falling holes with a diameter of 25 mm;
[0066] The number of spit holes in the molten steel spit hole group 9 is 2, and the distance from the bottom of the distributor body 1 is 50mm;
[0067] The air outlet hole group 5 has 15 air outlet holes, and the distance from the bottom end of the distributor body is 25mm.
Embodiment 3
[0069] The casting speed of the thin strip is 90m / min, and the distance between the distributor and the gap of the crystallization roller is 77mm.
[0070] The main structural parameters of the blowing air distribution device for twin-roll thin strip continuous casting of the present invention are as follows:
[0071] The distance between the molten steel separator 7 and the molten steel spit hole group 9 is 45mm, and the molten steel separator is provided with 15 circular molten steel falling holes with a diameter of 20mm;
[0072] The number of spit holes in the molten steel spit hole group 9 is 4, and the distance from the bottom of the distributor body 1 is 55mm;
[0073] The number of air outlet holes in the air outlet group 5 is 13, and the distance from the bottom end of the distributor body is 20mm.
[0074] In the air blowing flow distribution device for twin-roll thin strip continuous casting of the present invention, the addition of the molten steel partition insid...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More