

Friction stir welding method for hot wire
A friction stir welding and hot wire technology, which is used in welding equipment, non-electric welding equipment, metal processing equipment, etc., to achieve stable welding process, accurate hot wire filling position, and high welding seam quality.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0016] The present invention will be further elaborated below in conjunction with the accompanying drawings and embodiments.
[0017] The hot wire friction stir welding method provided by the preferred embodiment of the present invention comprises the following steps:
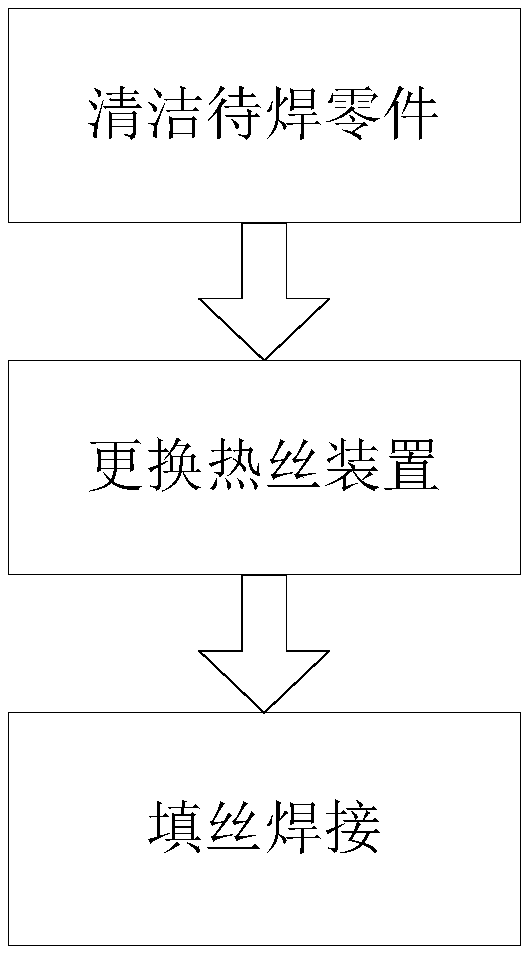
[0018] Step 1. Clean the parts to be welded. Clean the surface of the parts to be welded and the position of the butt joint to avoid residual impurities or pollutants in the gap;
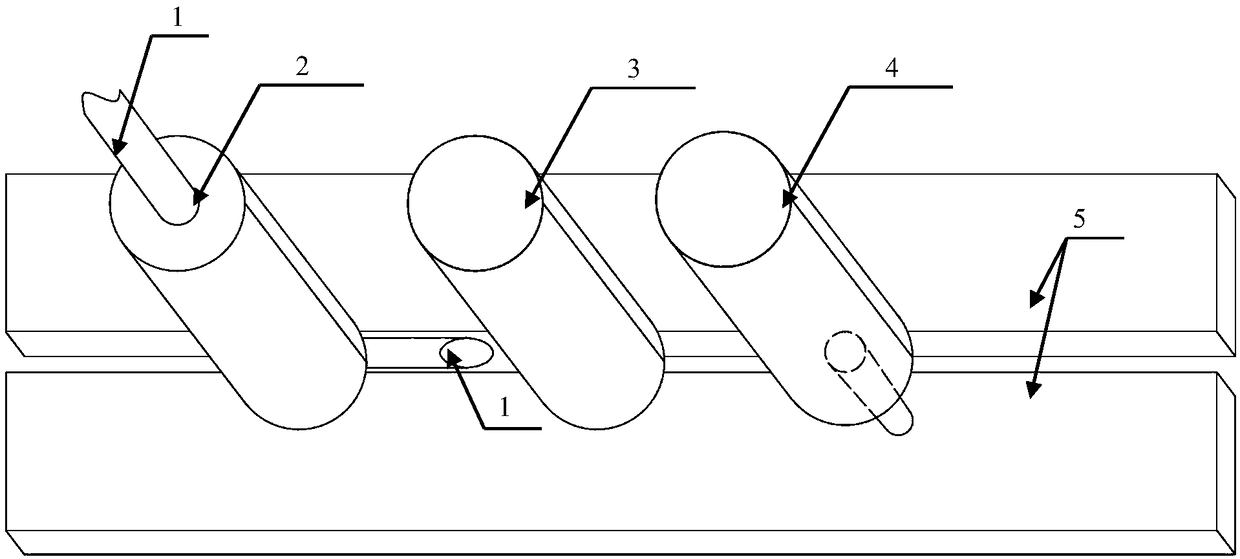
[0019] Step 2: Replace the heating wire device 2. Measure the gap of parts 5 to be welded, and replace the hot wire device 2 according to the gap to meet the filling requirements of the gap;
[0020] Step 3, filler wire welding. Align the hot wire 1 with the gap, start the welding machine, the hot wire 1 slowly fills the gap, and then the rolling stirring head 3 performs a rolling on the hot wire 1 and the parts to be welded, and then, the welding stirring head 4 pairs the hot wire 1 and the part 5 to be welded are subjected to f...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More