

A powder superalloy component stage heating extrusion control device and its use method
A high-temperature alloy, stage heating technology, applied in the field of thermal processing, can solve the problems of long preparation cycle, complex process, narrow processing window, etc., to achieve the effect of improving material utilization rate, simplifying process flow, and reducing manufacturing cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0042] Below in conjunction with embodiment technical solution of the present invention will be described in further detail:
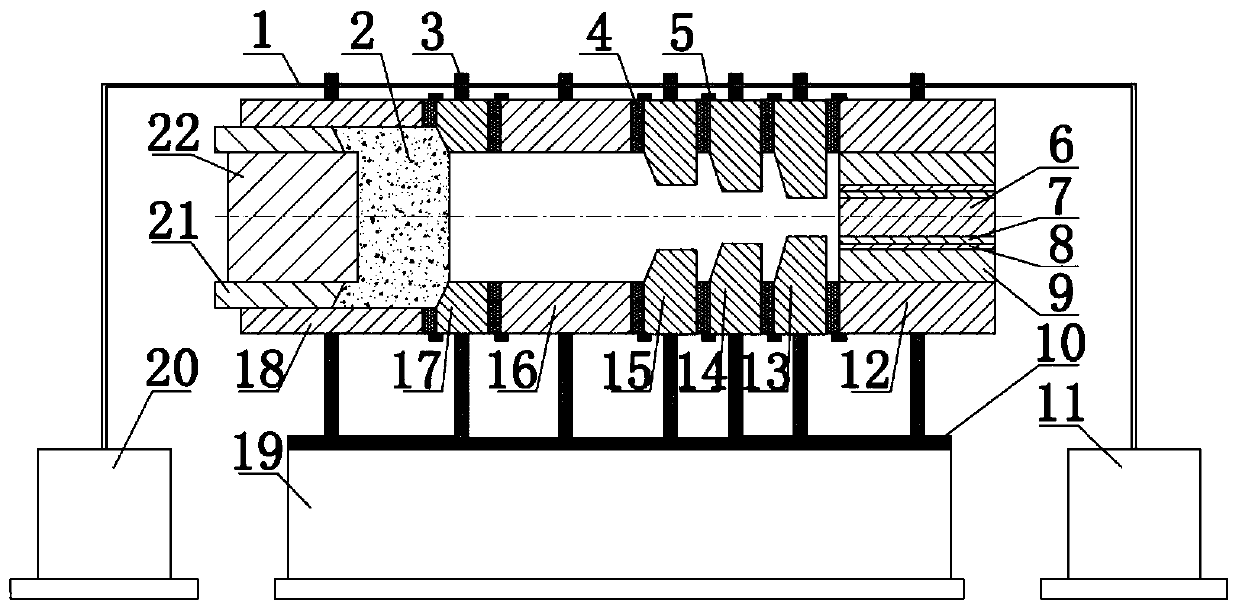
[0043] See attached figure 1 As shown, the extrusion die includes a curing cavity and a forming cavity. The two parts are connected together and placed coaxially and horizontally. The curing cavity includes an annular upper mold cavity 18 and an upper pressure ring 21. The upper pressure ring 21 is sleeved on the upper In the mold cavity 18 and for transition fit, a columnar upper pressure head 22 is installed in the central hole of the upper pressure ring 21 and for transition fit, an annular primary extrusion die 17 is connected to the rear end of the upper die cavity 18;
[0044] The rear end of the first-stage extrusion die 17 is a forming cavity, and the connection structure of the forming cavity from front to back is an annular middle die cavity 16, a second-stage extrusion die 15, a third-stage extrusion die 14, and a fourth-stage extrusion die....
PUM
| Property | Measurement | Unit |
|---|---|---|
| breaking strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More