

Inner-hole processing clamp of thin-walled part for numerical control lathe
A technology for CNC lathes and thin-walled parts. It is applied in the direction of manufacturing tools, metal processing equipment, and metal processing machinery parts. It can solve the problem of affecting the surface quality of processed products, the clamping force is not easy to control, and the clamping force is easy to clamp. And other problems, to achieve good roundness, improve product surface roughness, uniform force effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
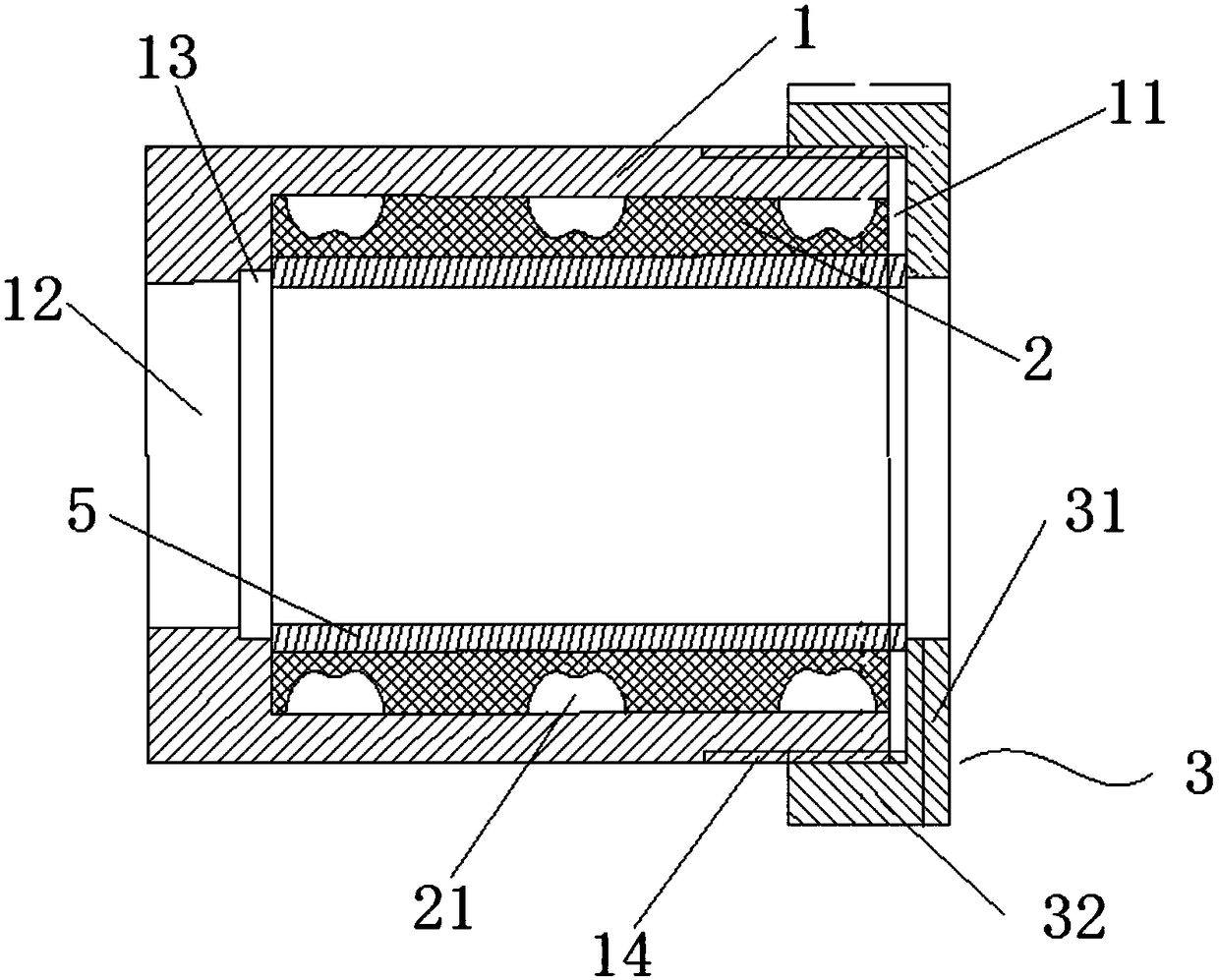
[0022] A jig for machining inner holes of thin-walled parts for CNC lathes, the structure of which is as follows figure 1 As shown, it includes a clamp body 1 sleeved on the outside of the workpiece 5 to be processed and fixed on the CNC lathe, and a clamp cover 3 installed on the front end of the clamp body 1 for clamping the workpiece 5 to be processed. During processing, the workpiece 5 to be processed is inserted into the Located inside the clamp body 1, the clamp cover 3 is fixed on the front end of the clamp body 1, and the clamp cover 3 presses the front end of the workpiece 5 to be processed.
[0023] The center of the clamp body 1 is provided with a columnar channel along the length direction of the clamp body 1. The channel is divided into a front section 11 and a rear section 12. A step 13 is formed between the front section 11 and the rear section 12. The inner diameter of the front section 11 is larger than the outer diameter of the workpiece 5 to be processed. , ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More